- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






دليل عملي لتشغيل مكبس الثني E21
دليل عملي لتشغيل مكبس الثني E21

لتشغيل مكبس الثني E21، ابدأ بإدخال معلمات الثني المطلوبة في نظام التحكم. وبمجرد وضع المادة بشكل صحيح وتثبيتها، يمكنك بدء دورة الثني مع الالتزام بجميع بروتوكولات السلامة القياسية. وللحصول على نتائج متسقة وعالية الجودة، من الضروري إجراء الصيانة الروتينية والفحوصات المنتظمة للأدوات.
للاطلاع على شرح تفصيلي خطوة بخطوة للعملية بأكملها، انتقل إلى دليل التشغيل الكامل أدناه.

نظام E21: مقدمة
يُعد E21 نظام تحكم متخصصًا مصممًا خصيصًا لماكينات مكبس الثني. ويوفر توازنًا مثاليًا بين الأداء والفعالية من حيث التكلفة، مما يقلل بشكل كبير من التكلفة الإجمالية للماكينة مع الحفاظ على الدقة ضمن المعايير الصناعية المطلوبة.
تشمل الميزات الرئيسية لنظام E21 ما يلي:
l تدعم شاشة LCD عالية الدقة اللغتين الصينية والإنجليزية، وتعرض معلمات البرمجة في صفحة واحدة، مما يجعل البرمجة أسرع وأكثر سهولة.
l يدعم التموضع الذكي لمحوري X وY الضبط اليدوي، مما يلغي الحاجة إلى أجهزة التموضع الميكانيكية اليدوية.
l تجعل وظائف ضبط زمن تثبيت الضغط وزمن التأخير عند التفريغ المدمجة التشغيل أسهل وتقلل التكاليف.
l وظيفة النسخ الاحتياطي واستعادة المعلمات بنقرة واحدة، والتي تتيح استرجاع المعلمات في أي وقت حسب الحاجة، مما يقلل تكاليف الصيانة. كما تدعم البرمجة متعددة الخطوات لتحسين كفاءة الإنتاج ودقة المعالجة.
l جميع الأزرار الموجودة على اللوحة من نوع micro switch وقد خضعت لاختبارات صارمة على التوافق الكهرومغناطيسي، ودرجات الحرارة العالية والمنخفضة، والاهتزاز، وغيرها، لضمان استقرار المنتج وعمره التشغيلي.
l دعم شهادة CE للأسواق الخارجية.
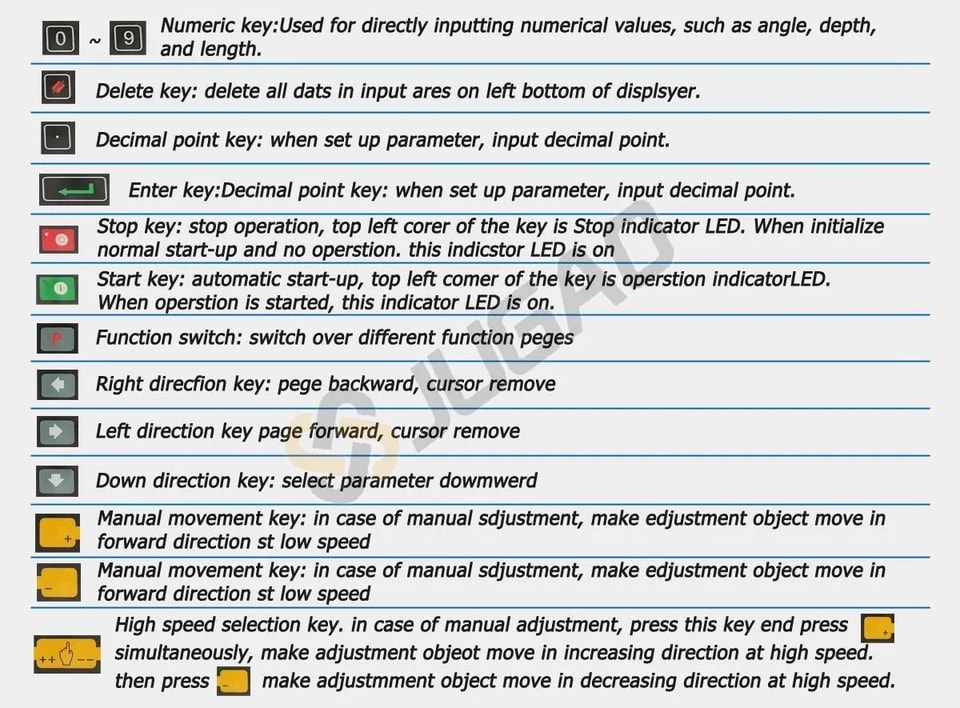
تُشرح وظائف أزرار اللوحة في الجدول.
واجهة واحدة
يعتمد المتحكم E21 على شاشة LCD مصفوفة نقطية 160×160. وتظهر منطقة العرض أدناه.
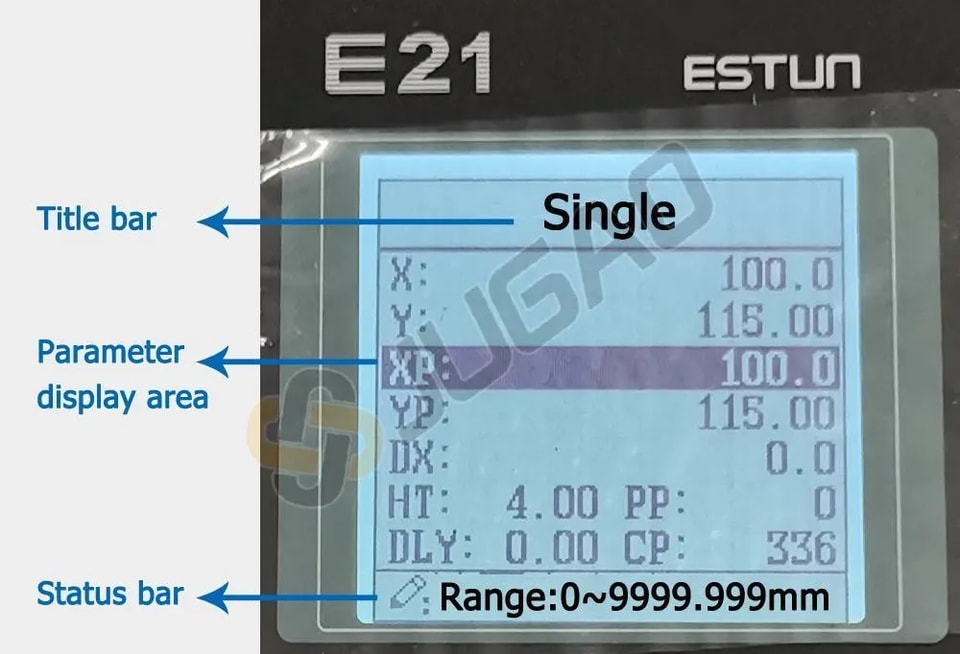
شريط العنوان:يعرض المعلومات المتعلقة بالصفحة الحالية، مثل اسمها، إلخ.
منطقة عرض المعلمات:تعرض اسم المعلمة وقيمتها ومعلومات النظام.
شريط الحالة:منطقة عرض معلومات الإدخال ورسائل التنبيه، إلخ.
تُعرض الصيغ المختصرة في هذه الصفحة كما هو موضح في الجدول.
X:موضع المقياس الخلفي الحالي
Y:موضع المنزلق الحالي
XP:موضع المقياس الخلفي المطلوب
YP:موضع المنزلق المطلوب
DX:مسافة رجوع المقياس الخلفي
HT:زمن الثبات
DLY:زمن الرجوع
PP:قطعة العمل المضبوطة مسبقًا
CP:قطعة العمل الحالية
البرمجة أحادية الخطوة
يحتوي E21 على طريقتين للبرمجة، وهما البرمجة أحادية الخطوة والبرمجة متعددة الخطوات. ويمكن للمستخدمين إعداد البرمجة وفقًا للاحتياجات الفعلية.
تُستخدم البرمجة أحادية الخطوة عمومًا لمعالجة خطوة واحدة لإنهاء معالجة قطعة العمل. وعند تشغيل المتحكم، سيدخل تلقائيًا إلى صفحة البرنامج أحادي الخطوة.
خطوات التشغيل
الخطوة 1بعد بدء التشغيل، سيدخل الجهاز تلقائيًا إلى صفحة إعداد البرنامج أحادي الخطوة.
الخطوة 2اضغط اختر المعلمة التي تحتاج إلى إعداد، ثم اضغط
اختر المعلمة التي تحتاج إلى إعداد، ثم اضغط المفتاح الرقمي لإدخال قيمة البرنامج، واضغط لإكمال الإدخال.
المفتاح الرقمي لإدخال قيمة البرنامج، واضغط لإكمال الإدخال.
الخطوة 3اضغط ، وسيقوم النظام بالتنفيذ وفقًا لهذا البرنامج.
، وسيقوم النظام بالتنفيذ وفقًا لهذا البرنامج.
البرمجة متعددة الخطوات
تُستخدم البرمجة متعددة الخطوات لمعالجة قطعة عمل واحدة عبر خطوات معالجة مختلفة، وتحقيق التنفيذ المتتالي لعدة خطوات، وتحسين كفاءة المعالجة.
خطوات التشغيل
الخطوة 1بعد التشغيل، يعرض الجهاز تلقائيًا صفحة معلمات البرنامج أحادي الخطوة.
الخطوة 2اضغط انتقل إلى صفحة إدارة البرامج، وانتقل إلى صفحة إدارة البرامج.
انتقل إلى صفحة إدارة البرامج، وانتقل إلى صفحة إدارة البرامج.
الخطوة 3اضغط حدد الرقم التسلسلي للبرنامج، أو أدخل رقم البرنامج مباشرةً، مثل إدخال «1».
حدد الرقم التسلسلي للبرنامج، أو أدخل رقم البرنامج مباشرةً، مثل إدخال «1».
الخطوة 4اضغط ادخل إلى صفحة إعداد البرامج متعددة الخطوات.
ادخل إلى صفحة إعداد البرامج متعددة الخطوات.
الخطوة 5اضغط![]() حدد معلمة البرمجة متعددة الخطوات التي يلزم إعدادها، وأدخل قيمة الإعداد، ثم اضغط
حدد معلمة البرمجة متعددة الخطوات التي يلزم إعدادها، وأدخل قيمة الإعداد، ثم اضغط![]() ، وسيصبح الإعداد ساري المفعول.
، وسيصبح الإعداد ساري المفعول.
الخطوة 6بعد الانتهاء من الإعداد، اضغط للدخول إلى صفحة إعداد معلمات الخطوة.
للدخول إلى صفحة إعداد معلمات الخطوة.
الخطوة 7اضغط ، ثم حدد معلمة الخطوة التي تحتاج إلى الإعداد، وأدخل قيمة البرنامج، ثم اضغط
، ثم حدد معلمة الخطوة التي تحتاج إلى الإعداد، وأدخل قيمة البرنامج، ثم اضغط![]() ، وسيصبح الإعداد ساري المفعول.
، وسيصبح الإعداد ساري المفعول.
الخطوة 8اضغط![]() للتبديل بين الخطوات. إذا كانت الخطوة الحالية هي الأولى، فاضغط
للتبديل بين الخطوات. إذا كانت الخطوة الحالية هي الأولى، فاضغط![]() للدخول إلى الصفحة الأخيرة من إعداد معلمات الخطوة؛ وإذا كانت الخطوة الحالية هي الأخيرة، فاضغط
للدخول إلى الصفحة الأخيرة من إعداد معلمات الخطوة؛ وإذا كانت الخطوة الحالية هي الأخيرة، فاضغط![]() للدخول إلى الصفحة الأولى من إعداد معلمات الخطوة.
للدخول إلى الصفحة الأولى من إعداد معلمات الخطوة.
الخطوة 9اضغط ، سيعمل النظام وفقًا لهذا البرنامج.
، سيعمل النظام وفقًا لهذا البرنامج.
إعداد المعلمات
يمكن للمستخدمين إعداد جميع المعلمات المطلوبة للتشغيل العادي للنظام، بما في ذلك معلمات النظام، ومعلمات محور X ومعلمات محور Y.
الخطوة 1في صفحة إدارة البرامج، اضغط للدخول إلى صفحة الثوابت البرمجية، ويمكن في هذه الصفحة ضبط الثوابت البرمجية.
للدخول إلى صفحة الثوابت البرمجية، ويمكن في هذه الصفحة ضبط الثوابت البرمجية.
الخطوة 2يوضح الجدول نطاق إعداد الثوابت البرمجية.
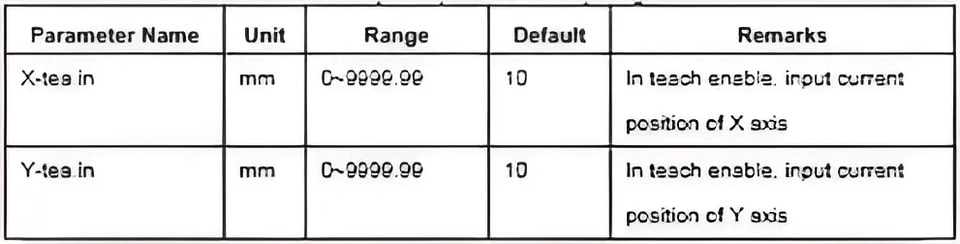
الخطوة 3أدخل كلمة المرور «1212»، ثم اضغط للدخول إلى صفحة التعليم.
للدخول إلى صفحة التعليم.
الخطوة 4معلمات الرفع التدريجي، ويظهر نطاق إعداد المعلمات في الجدول.
الخطوة 5 اضغط ، ثم ارجع إلى صفحة الثوابت البرمجية،
، ثم ارجع إلى صفحة الثوابت البرمجية،
الإنذار
يمكن للجهاز اكتشاف الخلل الداخلي أو الخارجي تلقائيًا وإرسال تنبيه إنذار. تتوفر رسالة الإنذار في قائمة الإنذارات.
الخطوة 1في صفحة إدارة البرامج، اضغط للدخول إلى صفحة الثوابت البرمجية.
للدخول إلى صفحة الثوابت البرمجية.
الخطوة 2في صفحة الثوابت البرمجية، اضغط![]() للدخول إلى صفحة «سجل الإنذارات» لعرض جميع سجلات الإنذارات. يمكن في هذه الصفحة عرض أحدث 6 إنذارات، ورقم الإنذار وأسبابه.
للدخول إلى صفحة «سجل الإنذارات» لعرض جميع سجلات الإنذارات. يمكن في هذه الصفحة عرض أحدث 6 إنذارات، ورقم الإنذار وأسبابه.
الأعطال الشائعة واستكشاف الأخطاء وإصلاحها
1. وحدة التحكم لا تعمل / لا توجد شاشة عرض
أعراض العطل:
الشاشة فارغة.
لا توجد أي أضواء مؤشر مضاءة.
الأسباب المحتملة واستكشاف الأخطاء وإصلاحها:
C1: مشكلة في مصدر الطاقة الرئيسي.
تحقق: تأكد من أن مفتاح الفصل الرئيسي للماكينة في وضع التشغيل.
تحقق: تأكد من أن كابل التغذية الرئيسي موصول وأن الجهد الكهربائي صحيح.
C2: باب الماكينة/الواقي الأمني مفتوح.
تحقق: تأكد من أن جميع أبواب الخزانة الكهربائية والواقيات الأمنية مغلقة بإحكام. تحتوي كثير من الماكينات على أقفال أمان تمنع التشغيل.
C3: انصهار المصهر.
تحقق: افحص المصاهر الرئيسية داخل الخزانة الكهربائية للماكينة.
C4: عطل في وحدة مزود الطاقة.
تحقق: قد يكون مزود الطاقة الداخلي للتيار المستمر (مثل 24 فولت DC) الخاص بوحدة التحكم قد تعطل. ويتطلب ذلك كهربائيًا مؤهلًا.
2. المحاور (Y1 وY2 وX وR) لا تتحرك أو تظهر "خطأ تتبع" / "عطل في المحور"
أعراض العطل:
المحور لا يستجيب للأوامر اليدوية.
تعرض وحدة التحكم رسالة خطأ تتعلق بدرايف المحور أو خطأ التتبع.
أحد الجانبين (Y1 أو Y2) أقل/أعلى من الآخر (خارج التزامن).
الأسباب المحتملة واستكشاف الأخطاء وإصلاحها:
C1: عطل في السيرفو درايف / المضخم.
تحقق: ابحث عن رمز خطأ على وحدة السيرفو درايف نفسها (وتوجد عادة داخل الخزانة الكهربائية). راجع دليل الشركة المصنعة للدرايف.
الإجراء: أعد ضبط العطل بإيقاف تشغيل الماكينة ثم تشغيلها مرة أخرى. إذا استمرت المشكلة، فدوّن رمز الخطأ لدعم الصيانة الفنية.
C2: مشكلة في الإنكودر / كابل التغذية الراجعة.
تحقق: افحص كابلات الإنكودر المتصلة بجهة خلفية محركات السيرفو بحثًا عن تلف أو ارتخاء في التوصيلات.
C3: عائق ميكانيكي.
تحقق: افحص يدويًا ما إذا كان الرام (محور Y) أو المقياس الخلفي (محور X) يتحركان بحرية. قد يكون هناك انحشار مادي.
C4: فرامل المحرك مشغلة.
تحقق: قد لا تكون فرملة محرك السيرفو (خصوصًا على محور Y) قد تحررت. قد تسمع صوت أزيز من المحرك ولكن دون أي حركة.
3. خطأ "المحور غير مُرجَع" أو "يرجى ضبط المرجع"
أعراض العطل:
لا تستطيع الماكينة بدء دورة التشغيل.
تطلب وحدة التحكم إجراء عملية مرجعية.
الأسباب المحتملة واستكشاف الأخطاء وإصلاحها:
C1: تم إيقاف تشغيل الماكينة.
الإجراء: هذا إجراء قياسي. يجب تنفيذ عملية "المرجع" أو "العودة إلى الصفر" بعد تشغيل الماكينة. انتقل إلى شاشة الوضع اليدوي ونفّذ دورة المرجع لجميع المحاور.
C2: عطل في مفتاح المرجع / حساس القرب.
تحقق: قد يكون الحساس الذي يكتشف موضع البداية متسخًا أو غير محاذٍ أو معطلاً. وغالبًا ما يتطلب ذلك فنيًا.
4. إنذار "زيادة الحمل" أو "الضغط العالي"
أعراض العطل:
يحدث الإنذار أثناء دورة الثني، وغالبًا قرب النهاية السفلية.
الأسباب المحتملة واستكشاف الأخطاء وإصلاحها:
C1: إعداد قوة/ضغط غير صحيح.
تحقق: ضغط الثني المبرمج مرتفع جدًا بالنسبة للمادة أو لقدرة الماكينة. راجع إعداد الضغط في البرنامج وخفّضه.
C2: اختيار قالب غير صحيح.
تحقق: استخدام قالب V صغير جدًا بالنسبة لسمك المادة يتطلب قوة مفرطة. تأكد من أن فتحة قالب V مناسبة للمادة (عادةً: فتحة V = 8 × سُمك المادة).
C3: الثني خارج قدرة الماكينة.
تحقق: قد تكون تحاول ثني مادة سميكة جدًا أو طويلة جدًا بالنسبة لقدرة الماكينة الاسمية.
5. زاوية الثني غير متسقة
أعراض العطل:
تختلف زاوية الثني من قطعة إلى أخرى، حتى مع استخدام البرنامج نفسه.
الأسباب المحتملة واستكشاف الأخطاء وإصلاحها:
C1: اختلافات في المادة.
قد يؤدي عدم اتساق سُمك المادة أو صلابتها أو اتجاه أليافها إلى اختلاف الزاوية. تحقق من شهادات المواد.
C2: تآكل الأدوات أو استخدامها بشكل غير صحيح.
تحقق: افحص الثاقب والقالب بحثًا عن التآكل أو التلف. وتأكد من استخدام الأدوات الصحيحة للزاوية المحددة.
C3: عدم وجود تعويض التمويج.
الإجراء: إذا كنت تثني صفائح طويلة، فقد ترتخي منصة الماكينة. استخدم وظيفة "التمويج" (يدويًا أو تلقائيًا) لتعويض هذا الانحناء. أعد المعايرة إذا لزم الأمر.
C4: نظام هيدروليكي غير مستقر.
تحقق: قد يؤدي انخفاض مستوى الزيت الهيدروليكي أو اتساخه أو تلف أحد الصمامات إلى عدم استقرار الضغط. تحقق من مستوى الزيت ودرجة حرارته.
6. المقياس الخلفي (X، R، Z) لا يصل إلى الموضع أو يكون غير دقيق
أعراض العطل:
يتوقف المقياس الخلفي عند موضع خاطئ أو يهتز عند التوقف.
الأسباب المحتملة واستكشاف الأخطاء وإصلاحها:
C1: عائق ميكانيكي أو عدم محاذاة.
تحقق: ابحث عن رايش أو بقايا أو نتوءات على قضبان وبراغي المقياس الخلفي. نظّف مجاري التوجيه وادهنها.
C2: وصلة اقتران أو سير نقل مفكوك.
تحقق: قد تكون وصلة الاقتران بين محرك السيرفو واللولب الكروي، أو سير النقل (إن وجد)، مرتخية.
C3: خلوص رجعي.
الإجراء: مع مرور الوقت، قد يؤدي التآكل الميكانيكي إلى حدوث خلوص رجعي. وغالبًا ما تحتوي وحدة التحكم على إعداد "تعويض الخلوص الرجعي" يمكن للفني ضبطه.
مخطط التدفق العام لاستكشاف الأعطال وإصلاحها
1. دوّن رسالة الخطأ الدقيقة الظاهرة على شاشة E21.
2. راجع دليل الشركة المصنعة للماكينة. فهو يحتوي على أكثر رموز الأخطاء والإجراءات تحديدًا.
3. أجرِ إعادة ضبط بسيطة: أوقف تشغيل الماكينة بالكامل، وانتظر 10 ثوانٍ، ثم أعد تشغيلها.
4. تحقق من المشكلات الواضحة: أسلاك مرتخية، قواطع دائرة مفصولة، انخفاض زيت الهيدروليك، أصوات غير معتادة.
5. حدّد المشكلة: هل هي مشكلة تحكم (وحدة تحكم، برمجة)، أم كهربائية (محرك، قيادة، حساس)، أم ميكانيكية (محور عالق، أدوات متآكلة)؟
6. اتصل بالدعم الفني: إذا لم تُحل المشكلة بالفحوصات الأساسية، فزوّدهم برسالة الخطأ الدقيقة والخطوات التي اتخذتها بالفعل.
تذكّر: لا ينبغي أن يجري الإصلاحات الكهربائية الداخلية إلا أفراد مؤهلون.
