- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






أبعاد تفاوت الثني ومتطلبات العملية
أبعاد تفاوت الثني ومتطلبات العملية

1. نطاق تفاوت الأبعاد (لا توجد متطلبات لتفاوت الأبعاد)
الحجم | نطاق التفاوت | الحجم | نطاق التفاوت |
0-500 مم | ±0.3 مم | 500-1200 مم | +≤0.6 مم |
1200-1800 مم | +≤0.8 مم | 1800 مم فما فوق | +<1.0 مم |
إذا كانت هناك متطلبات واضحة لنطاق التفاوت في العملية، فيرجى الالتزام بمتطلبات العملية.
| |||
2. نطاق تفاوت زاوية الثني: 土<30'
3. أدوات القياس: القدمة ذات الورنية، مقياس العمق، المسطرة القائمة، مقياس الزوايا، شريط القياس، إلخ.
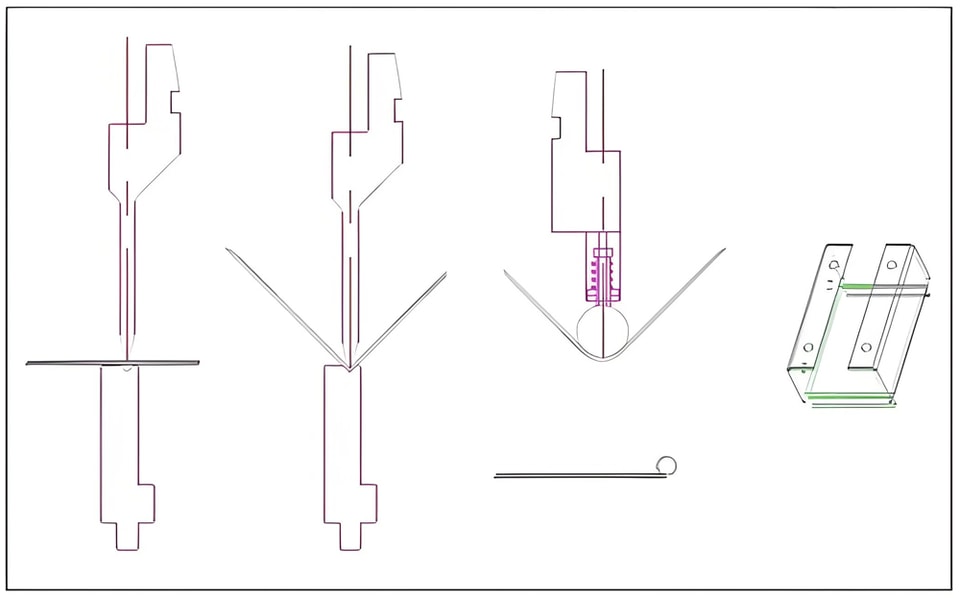
4. العوامل المؤثرة في حجم الثني وزاويته
A. اختلاف نوى القوالب العلوية والسفلية سيؤدي إلى انحراف في حجم الثني، ويجب التأكد من تثبيت الأداة في موضعها الصحيح.
B. بعد تحرك المصد الخلفي يمينًا ويسارًا، تتغير المسافة النسبية مع القاع. يمكنك استخدام القدمة ذات الورنية
استخدم القدمة الورنية للقياس ثم اضبط برغي المحدِّد الخلفي بدقة.
ج. عند الثني، لا تكون الشغلة موازية بما يكفي للقالب السفلي، وترتد الشغلة بعد نزول القالب العلوي، مما يؤثر في أبعاد الثني.
د. عندما لا تكون زاوية الثني الأولى كافية، ستتأثر أبعاد الثني الثاني.
هـ. سيؤدي تراكم أخطاء الثني إلى زيادة الانحراف في الأبعاد الخارجية للشغلة. لذلك من المهم بشكل خاص ضمان دقة الثني من جهة واحدة.
و. تؤثر خصائص المادة وسمكها في زاوية الثني، لذلك يجب فحص كل شغلة وإجراء فحص عيّني عند الثني.
ز. يختلف طول الشغلة وسمكها، وبالتالي تختلف القوة المطلوبة. ويتناسب طول الصفيحة وسمكها طرديًا مع الضغط. لذلك يجب إعادة ضبط ضغط الثني عند تغيّر طول الشغلة وسمكها.
ح. يتناسب حجم مجرى الـV في القالب السفلي عكسيًا مع ضغط الثني. وعندما يثبت طول الصفيحة وسمكها، كلما كان مجرى الـV أكبر، انخفض الضغط المطلوب. لذلك، عند تشغيل شغلات بسماكات مختلفة، يجب استخدام المقاس الصحيح لمجرى الـV في القالب السفلي حسب الحاجة. وفي هذه المرحلة، تقرر شركتنا ما يلي، ولا يُسمح لأحد بتغييره كيفما شاء.
السماكة | مقاس مجرى الـV | السماكة | مقاس مجرى الـV |
t1.2 | V7 | t2.0 | +≤0.6 مم |
t1.5 | V12 |
| V12 |
ط. عند طرف آلة الثني، أي عند التشغيل بحمل من جهة واحدة، سيتأثر ضغط الثني، كما أن ذلك يضر بالماكينة، وهو أمر محظور بوضوح. وعند مطابقة القالب، يجب أن يكون الجزء الأوسط من الماكينة تحت التحميل دائمًا.
ي. إن تشوّه القالب أو تلفه أو تآكله وغيرها من الظواهر ستؤثر في جميع جوانب الثني والتشكيل. وعند اكتشاف ذلك، يجب الإبلاغ عنه وتصحيحه في الوقت المناسب.

