- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






مكبس ثني CNC مع وحدة تحكم T8 CNC: دليل التركيب والتشغيل
مكبس ثني CNC مع وحدة تحكم T8 CNC: دليل التركيب والتشغيل

1. تعبئة الزيت الهيدروليكي
● اختيار الزيت: استخدم زيتًا هيدروليكيًا مقاومًا للتآكل مناسبًا لدرجة حرارة البيئة. وفي الظروف القياسية،زيت هيدروليكي مقاوم للتآكل 46#موصى به.
● كمية الزيتاملأ الخزان حتى80%–90% من السعة.

الخطوات الرئيسية:
●0:31: وصّل مفتاح دواسة القدم بمحاذاة مشبك موصل الطيران وشدّ صواميله.
●0:53: وصّل كابل الطاقة وفقًا للقدرة الإجمالية للآلة. وصّل الأسلاك ثلاثية الطور بمفتاح الطاقة في الخزانة الكهربائية.
●1:37: شغّل مفتاح الطاقة في الخزانة الكهربائية.
●1:57: تأكد من تحرير جميع أزرار الإيقاف الطارئ.
●2:07: شغّل مضخة الزيت عبر زر الشاشة، ثم اضغط على زر الإيقاف الطارئ. تأكد منأن المحرك الرئيسي يدور باتجاه عقارب الساعة(تحقق من ملصق اتجاه دوران المحرك).
○إذا كان باتجاه عكس عقارب الساعة، فبدّل سلكي طور وأعد الاختبار.

2. تسوية الماكينة
3:13: استخدم ميزان ماء لقياس دقة أفقية طاولة العمل. اضبط مسامير صفيحة القاعدة (ضع صفائح فولاذية أسفلها لزيادة الثبات).
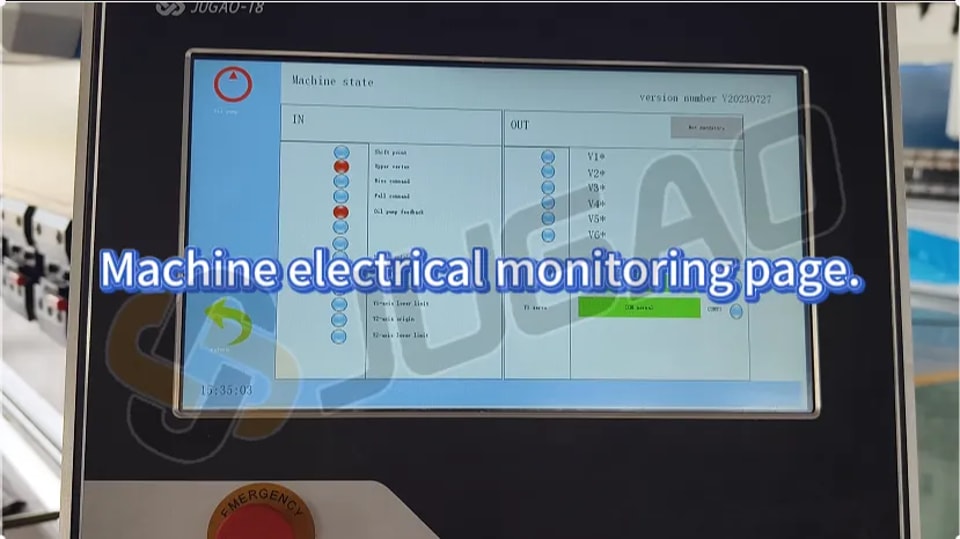
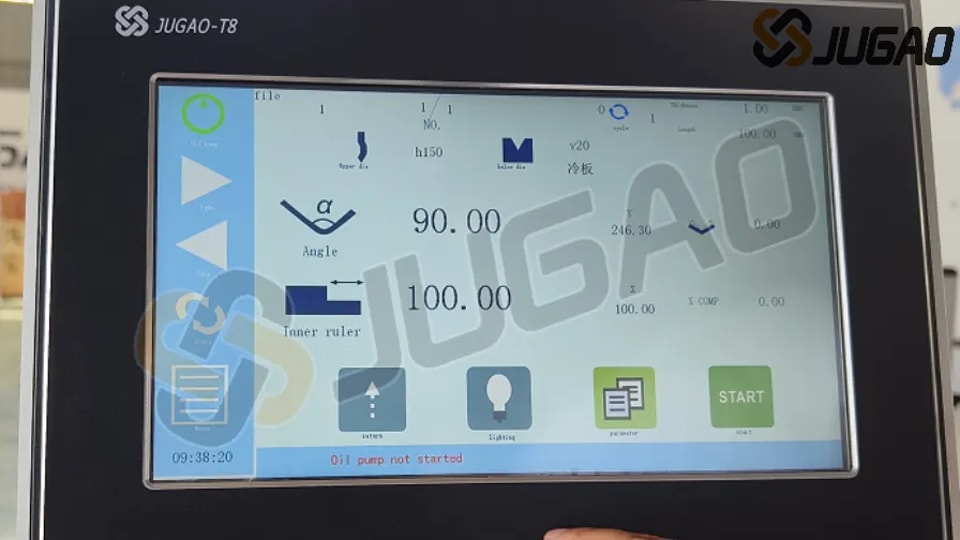
3. وظائف واجهة نظام T8
●3:37: التحكم في مضخة الزيت: اضغط لمدة 3 ثوانٍ لبدء تشغيل المحرك أو إيقافه.
●3:43: اختيار/تحرير القالب العلوي: طابق المكتبة مع الأدوات الفعلية.
●3:48: تحرير مجرى V للقالب السفلي: أدخل أبعاد المجرى الفعلية (مثلًا: 8× سُمك الصفيحة).
●3:55: إدخال سُمك/طول المادة: أدخل القيم المقاسة.
●4:03: تبديل عرض الزاوية: التبديل بين زاوية الثني وقيمة المحور Y.
●4:07: إعداد زاوية الثني: أدخل الزاوية المطلوبة (مثلًا: 90°).
●4:12: تصحيح الزاويةعَوِّض الانحرافات (على سبيل المثال، أدخل -1.5° للحصول على نتيجة 91.5°).
●4:19: التحكم في المحور X (مقياس الإرجاع الخلفي)اضبط المواضع للأبعاد الداخلية/الخارجية.
●4:30: رجوع المنزلقتحرّك إلى نقطة المنتصف العليا.
●4:38: تنفيذ البرنامجاضغط «START»؛ ويظهر «STOP» أثناء التشغيل، و«OK» عند الاكتمال.
●4:48: تأخير الضغطاضبطه على 3.0–5.0 ثوانٍ لتحقيق ثنيٍ مثالي.
أوضاع التشغيل:
1. وضع الإنشتتحكم دواسة القدم في الحركات التدريجية.
2. دورة واحدةيُكمل دورة الثني الكاملة (نزول سريع/بطيء + ضغط).
3. الوضع المستمرللاختبار (وليس للإنتاج).
4. إعداد الأدوات
●6:28: اختيار القالب العلويقِس الارتفاع الفعلي وأدخله.
●7:14: مجرى V للقالب السفلي:
○ القاعدةعرض المجرى = 8× سُمك المادة (على سبيل المثال، 8 مم لصفائح بسماكة 1 مم).
○ الاستبدالفكّ البراغي، واقلب القالب، ثم حاذِ المجرى الجديد مع الشفرة العلوية.
5. المعايرة والاختبار
●14:15: معايرة الزاوية:
○ اختبار ثني (على سبيل المثال، لوح حديد بسمك 1 مم، والزاوية المستهدفة 90°).
○ إذا كان الخطأ >5°: اضبط محور Y يدويًا (كلمة المرور:0313)، ثم اضبط بدقة بزيادات 0.5–1.0.
●15:52: معايرة المحور Xعَوِّض أخطاء الأبعاد المقاسة.
●17:47: التحقق من البرنامج: تحقّق من كل ثنية وفق الرسومات؛ احفظ بعد المحاذاة.
●22:47: مزامنة الزوايا اليسرى/اليمنى:
○اضبط عمود المزامنة خلف المنزلق (أدره 5 لفات/اختبر حتى تتطابق الزوايا).

6. ضبط الضغط والتنبيهات
●26:21: ضغط النظام: اضبط الصمام البعيد باتجاه عقارب الساعة أثناء وجود ضغط.
●التنبيهات الشائعة:
○لم تبدأ مضخة الزيت: اضغط زر البدء.
○المنزلق ليس في الأعلى: أعده إلى الوضع العلوي قبل العمليات.
○إنذار السيرفو: تحقّق من وجود عوائق ميكانيكية (استشر JUGAO إذا لم تُحل المشكلة).

الخلاصة
يغطي هذا الدليلالتركيب والمعايرة واستكشاف الأعطال وإصلاحهالماكينة الثني CNC المتحكم بها T8. وللحصول على دعم متقدم، تواصل معJUGAO Technical Services.
نصيحة احترافية: تحقّق دائمًا من أبعاد الأدوات وإعدادات النظام قبل بدء الإنتاج.