- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






الأخطاء الشائعة في تشغيل مكبس الثني
الأخطاء الشائعة في تشغيل مكبس الثني

تُعد ماكينات الثني (Press Brakes) عنصرًا أساسيًا في تصنيع المعادن لإنتاج انحناءات دقيقة في الصفائح المعدنية. إلا أن التشغيل غير الصحيح قد يؤدي إلى عيوب، وتلف الماكينة، ومخاطر تتعلق بالسلامة. تتناول هذه الوثيقة أكثر الأخطاء شيوعًا في تشغيل ماكينة الثني، وأسبابها، وأفضل الممارسات لتجنبها.
1. الأخطاء التشغيلية الشائعة والحلول
11. اختيار الأداة بشكل غير صحيح
الخطأ:
l استخدام توليفات غير متطابقة من الثقب/القالب (فتحة V أو نصف القطر أو الحمولة غير الصحيحة).
l استخدام أدوات لينة مع مواد صلبة (مثل قوالب الألمنيوم للفولاذ المقاوم للصدأ).
النتائج:
l ضعف دقة الثني، أو تآكل مفرط للأدوات، أو تحميل زائد على الماكينة.
الحل:
l اتّبع إرشادات الشركة المصنّعة للأدوات.
l استخدم عرض القالب المناسب:فتحة قالب V = 6–12× سماكة المادة (T).

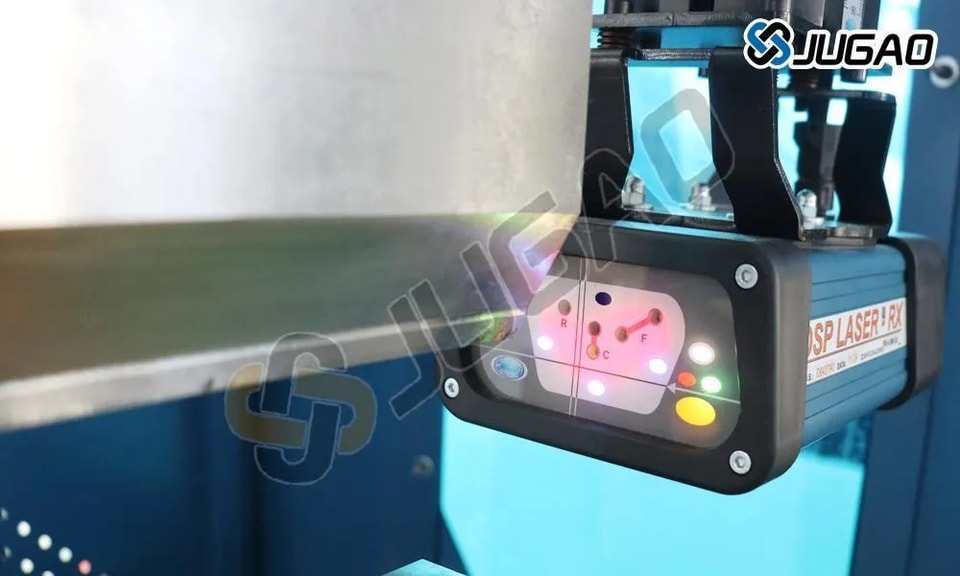
12. تموضع المادة بشكل غير صحيح
الخطأ:
l ضبط مقياس الإرجاع الخلفي بشكل غير محاذٍ.
l ضغط تثبيت غير متساوٍ.
النتائج:
l عدم ثبات زوايا الثني، وعدم تماثل القطعة.
الحل:
l عاير مقاييس الإرجاع الخلفي بانتظام.
l استخدم أدلة ليزر أو أنظمة تموضع CNC.

13. تجاهل اتجاه حبيبات المادة
الخطأ:
l الثني الموازي لاتجاه الحبيبات في المواد متباينة الخواص (مثل الفولاذ المدلفن).
النتائج:
l تشقق، وانخفاض مقاومة الثني.
الحل:
l اثنِ دائمًا بشكل عمودي على اتجاه الحبيبات كلما أمكن.
14. تحميل الماكينة فوق طاقتها
الخطأ:
l تجاوز قدرة الحمولة في مكبس الثني عند معالجة المواد السميكة.
النتائج:
l انحراف الكباس، وتلف النظام الهيدروليكي.
الحل:
l احسب الحمولة المطلوبة:

حيث:
TS = مقاومة الشد (MPa)
L = طول الثني (mm)
T = سماكة المادة (mm)
V = فتحة القالب (mm)
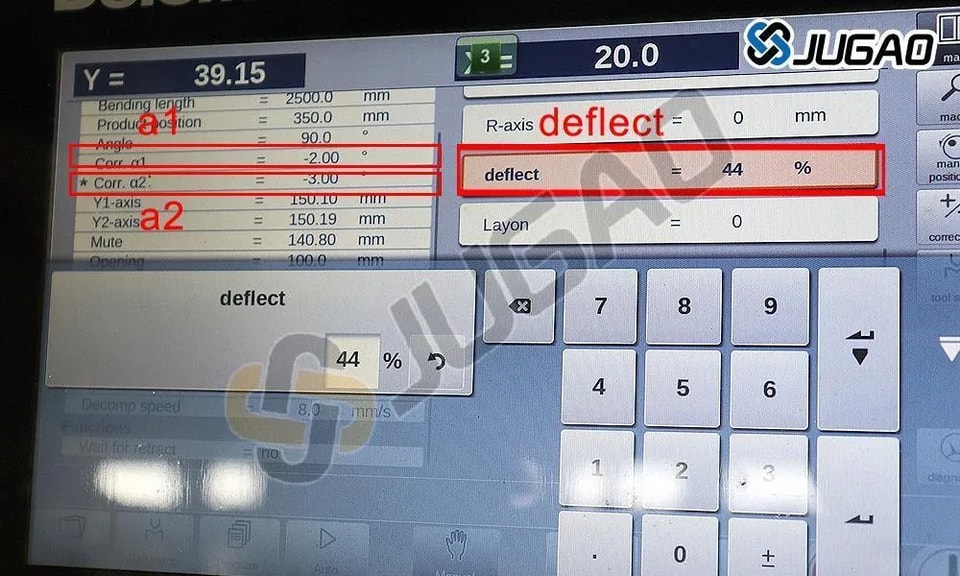
1.5. إهمال تعويض الارتداد المرن
الخطأ:
l عدم احتساب ارتداد المادة بعد الثني.
النتائج:
l أجزاء مثنية بزاوية أقل من المطلوب، وتحتاج إلى إعادة تشغيل.
الحل:
l زيادة الثني بمقدار 1°–5° (يختلف حسب المادة).
l استخدم تصحيح الزاوية المتحكم به عبر CNC.
1.6. ممارسات التزييت غير السليمة
الخطأ:
l تنفيذ الثني على الجاف أو استخدام مواد تشحيم غير مناسبة.
النتائج:
l أسطح مخدوشة، وتآكل متسارع للأدوات.
الحل:
l استخدم معاجين مضادة للاحتكاك (مثل ثاني كبريتيد الموليبدينوم).
1.7. تسلسل الثني غير الصحيح
الخطأ:
l تنفيذ الثنيات المعقدة بترتيب غير منطقي.
النتائج:
l تداخل الأدوات، وتشوه الحواف الجانبية.
الحل:
l اتبع قاعدة «من الداخل إلى الخارج»:
1. اثنِ العناصر الداخلية أولاً.
2. ثم انتقل تدريجياً نحو الحواف الخارجية.
2. أخطاء متعلقة بالسلامة
2.1. تجاوز وسائل الحماية
الخطر:
l إصابات اليد بسبب نقاط الانحشار.
الوقاية:
l لا تعطل أبدًا ستائر الضوء/حواجز الأصابع.
2.2. التعامل غير السليم مع الصفائح الكبيرة
الخطر:
l سقوط المواد، وإجهاد العضلات.
الوقاية:
l استخدم رافعات تفريغ أو مساعدة الرافعة.
3. استكشاف العيوب وإصلاحها
العيب | السبب المحتمل | التصحيح |
التشقق | نصف القطر ضيق جدًا | زيادة نصف قطر الثني |
التجعد | ضغط غير كافٍ | اضبط الحمولة |
عدم تطابق الزاوية | أدوات متآكلة | استبدال القالب/القطاعة |
علامات سطحية | قوالب متسخة/متضررة | تنظيف/تلميع الأدوات |
4. أفضل الممارسات لمنع الأخطاء
l تدريب المشغلين– دورات تنشيطية منتظمة في برمجة وتطبيقات CNC.
l الصيانة الوقائية– فحص الأنظمة الهيدروليكية والأدلة.
l تخطيط العمل– التحقق من محاكاة CAD/CAM قبل الإنتاج.
l فحوصات الجودة– فحص القطعة الأولى باستخدام المنقلة.
5. الخلاصة
إن تجنب أخطاء الثني الشائعة يتطلب فهم سلوك المواد، وفيزياء أدوات التشغيل، وحدود الماكينة. ويسهم تطبيق سير عمل منظم وبروتوكولات السلامة في تقليل الهدر إلى الحد الأدنى مع تعظيم الإنتاجية.
