- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






التمييز بين مكابس الثني CNC وNC: توضيح الفروق الأساسية
التمييز بين مكابس الثني CNC وNC: توضيح الفروق الأساسية

في هذا المقال، سأستعرض الفروق الرئيسية بين مكبس الثني بنظام التحكم الرقمي بالحاسوب (CNC) ومكبس الثني بنظام التحكم الرقمي (NC). ومع تعمقي في تعقيدات كل نظام، ستتكوّن لديك صورة أوضح عن آليات عملهما ومزاياهما. سواء كان هدفك ترقية معداتك الحالية أو مجرد توسيع معرفتك، فإن فهم الفروق بين نظامي مكبس الثني CNC وNC أمر أساسي. انضم إليّ لنفكك خصائص هذه الآلات المهمة ومزاياها وأفضل استخداماتها في قطاع تصنيع الصفائح المعدنية.
نظرة عامة
عند الرغبة في شراء مكبس ثني، قد يحتار المرء بين مكبس الثني CNC ومكبس الثني NC. والحقيقة أن هناك العديد من الفروق بين هذين النوعين من ماكينات الثني. اليوم، سنوضح عدة جوانب رئيسية تميز مكابس الثني CNC عن مكابس الثني NC. ونأمل أن تساعدك هذه المعلومات عند بدء مشروعك التجاري. ولغرض هذا المقال، سنشير إلى مكبس الثني من نوع قضيب الالتواء باعتباره «مكبس الثني NC»، وإلى مكبس الثني الكهروهيدروليكي باعتباره «مكبس الثني CNC».
مكبس الثني CNC
مكبس الثني NC
الفرق
الهيكل
تختلف المبادئ التصميمية للماكينتين، ما يؤدي إلى هياكل تزامن مختلفة على جانبي الرام. يعتمد مكبس الثني NC على عمود التواء لربط جانبي الرام، مما يفرض حركة متزامنة صعودًا وهبوطًا. وبالتالي، يعتمد مكبس الثني NC على أسلوب تزامن ميكانيكي قسري، وهو ما يمنعه من فحص واستدعاء استواء الرام وضبطه ذاتيًا.
في المقابل، يُجهَّز مكبس الثني CNC بمشفّرين خطيين على جانبي الماكينة. ويستخدم المتحكم في مكبس الثني CNC تغذية راجعة من هذه المشفّرات لتحليل حالة التزامن للرام. وإذا ظهرت فروق، يبدأ المتحكم بإجراء التعديلات عبر صمام تناسبي للحفاظ على تزامن الرام. ويشكّل المتحكم CNC والنظام الهيدروليكي والمشفّرات الخطية معًا نظام تحكم مغلق الحلقة.
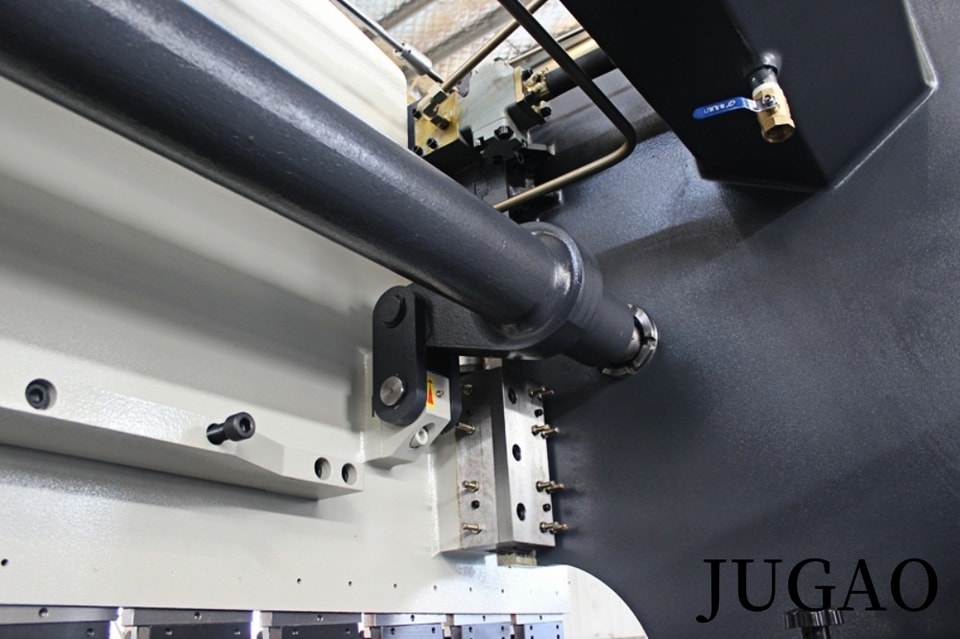
قضيب الالتواء
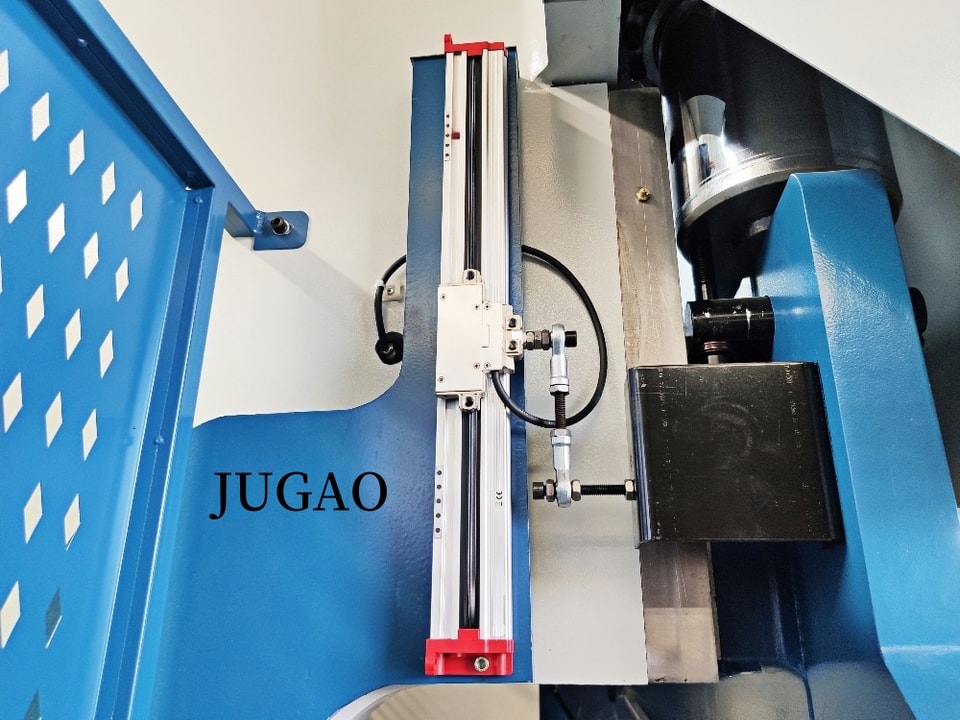
مشفّر خطي
الدقة
يؤثر استواء الرام تأثيرًا كبيرًا في دقة قطعة العمل. ويُحافَظ على تزامن مكبس الثني NC ميكانيكيًا ويفتقر إلى تغذية راجعة فورية لتصحيح الأخطاء، مما يجعله غير قادر على الضبط الذاتي، وبالتالي يؤدي إلى انخفاض دقة الثني. وفي حالة مكبس الثني NC، يفرض قضيب الالتواء على الأسطوانتين التحرك معًا في وقت واحد. وقد يؤدي التعرض المطول للأحمال الجزئية إلى تشوّه قضيب الالتواء.
وعلى النقيض من ذلك، يستخدم مكبس الثني CNC متحكمًا لإدارة تزامن الرام عبر صمام تناسبي. كما يوفّر المشفّر الخطي تغذية راجعة عن الأخطاء إلى المتحكم. وإذا حدث خطأ، ينقل المشفّر الخطي هذه المعلومات، فيدفع ذلك المتحكم إلى إرسال إشارة إلى الصمام التناسبي لإجراء التعديلات اللازمة، بما يضمن تزامن الرام ويعزز دقة الثني.

سرعة التشغيل
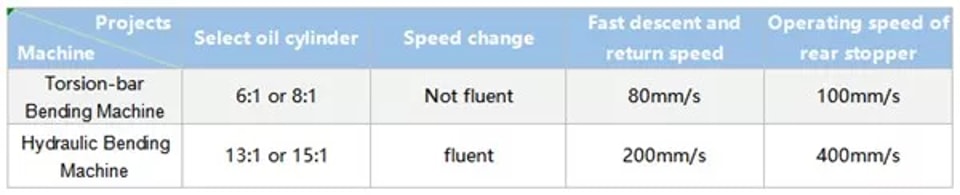
في سياق مكابس الثني، يدور الحديث عادة حول ثلاث سرعات مختلفة: سرعة النزول، وسرعة التشغيل، وسرعة الرجوع. وفي حالة مكابس الثني NC (التحكم الرقمي)، تكون مزودة بأسطوانات بنسبة 6:1 أو 8:1، بينما تستخدم مكابس الثني CNC (التحكم الرقمي بالحاسوب) أسطوانات بنسبة 13:1 أو 15:1، مما يجعل مكبس الثني CNC يعمل بسرعة أعلى من نظيره NC. أثناء حركة نزول الرام في مكبس الثني NC، تكون السرعة نحو 80 مم/ث، بينما تبلغ سرعة حركة المقياس الخلفي نحو 100 مم/ث. وعلى النقيض، تتميز مكبس الثني CNC بسرعة نزول للرام تصل إلى 200 مم/ث مع انتقال سلس أثناء تغييرات السرعة. علاوة على ذلك، يمكن أن تصل سرعة المقياس الخلفي إلى 400 مم/ث، مما يعزز كفاءة العمل الإجمالية بشكل كبير.
الصلابة الميكانيكية
بسبب تصميمه، لا يستطيع مكبس الثني NC تحمّل الثني تحت الحمل الجزئي. وقد يؤدي التشغيل المطول في مثل هذه الظروف إلى تشوّه قضيب الالتواء. وعلى النقيض، يتيح مكبس الثني CNC التشغيل المستقل للمحورين Y1 وY2، مما يمكّن من العمل تحت حمل جزئي دون خطر التشوّه.
هيكل قضيب الالتواء

نظام التعويض
لا تأتي معظم مكابس الثني NC مجهزة بنظام تعويض كميزة قياسية. ويُطلب من المشغلين ضبط زاوية الثني يدويًا قبل بدء عملية الثني الفعلية، وهو ما يستغرق وقتًا طويلًا ويتسبب في هدر المواد. كما أن تحقيق نتائج دقيقة بهذه الطريقة أمر صعب.
يمكن للعملاء اختيار إضافة نظام تعويض يدوي مع مكبس الثني الخاص بهم. ومع ذلك، لا يمكن مقارنة هذا الأسلوب اليدوي بإمكانات مكبس الثني CNC. ففي الأخير، يخضع نظام التعويض إلى متحكم يقوم بضبط النظام وفقًا لمعلمات الثني، مما يعزز كلًا من كفاءة العمل والدقة.

محاور CNC
تتميز مكابس الثني ذات التحكم الرقمي عادةً بالقدرة على التحكم في المحورين X وY فقط. وعلى النقيض، يمكن لمكبس الثني CNC إدارة ثلاثة محاور على الأقل إضافةً إلى محور إضافي واحد. وقد تشمل التكوينات الإضافية أربعة محاور مع محور واحد إضافي، أو خمسة محاور مع محور واحد إضافي، أو ستة محاور مع محور واحد إضافي، أو سبعة محاور مع محور واحد إضافي، أو ثمانية محاور مع محور واحد إضافي، وهكذا. ويتيح هذا التوسع في التحكم معالجة مهام ثني أكثر تعقيدًا.
تكوينات اختيارية
بالنسبة إلى مكبس الثني NC، سنستخدم المشابك السريعة الميكانيكية، وأنظمة التعويض اليدوية، ومحددات Z اليدوية لضبط الارتفاع، ومسامير كروية، وموجّهات خطية، ومبرّدات زيت، وكذلك الستائر الضوئية. أما مكبس الثني CNC فيقدّم خيارات إضافية تتجاوز ما يتيحه مكبس الثني NC، بما في ذلك اختيار مشابك مزدوجة الوجه من نوع TYOKKO أو AMADA، ومشابك هيدروليكية، وأذرع روبوتية، وأجهزة إسناد الصفائح، وحماية ليزرية، وقياس زاوية بالليزر، ووحدات مضخة مؤازرة.
الخلاصة
رقم | البند | الفرق | |
مكبس الثني CNC | مكبس الثني NC | ||
1 | تزامن الرام | يُظهر متحكم CNC أداءً متزامنًا مستقرًا ومرونة فائقة، مما يتيح اكتشاف ميلان الكبش وتصحيحه. | يضمن قضيب الالتواء تزامن الكبش ميكانيكيًا. |
2 | حساب زاوية الثني | يمكن تحديد زاوية الثني تلقائيًا بإدخال زاوية أدوات مكبس الثني، والفتحة، ونصف القطر، وسماكة الصفيحة المعدنية إلى متحكم CNC. | / |
3 | تغذية راجعة لعمق الثني | يمكن للمشفّر الخطي اكتشاف موضع جانبي الكبش، ويتميز ببنية تعويض تشوه عنق الحلق، مما يضمن زاوية ثابتة ضمن خط قناة الثني. | / |
4 | تعويض طاولة العمل | يمكن لمتحكم CNC تحديد قوة التعويض اللازمة تلقائيًا لمعادلة تشوه طاولة العمل طوال عملية الثني. ويضمن ذلك اتساق زاوية الثني على كامل الطول ويعزز استقامة الشغلة. | / |
5 | تصحيح الزاوية | إذا انحرفت زاوية البرمجة عن زاوية الثني الفعلية، فإن متحكم CNC قادر على تصحيح الزاوية تلقائيًا بعد إدخال المستخدم لقيمة الانحراف. | / |
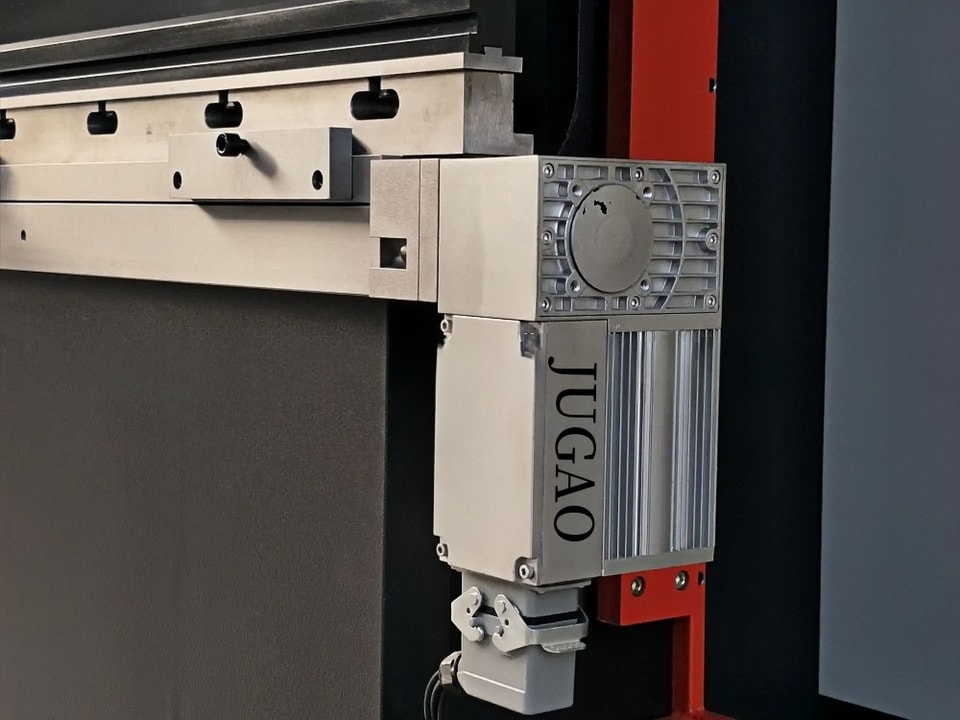
6 | موضع المقياس الخلفي | يستطيع النظام تحديد موضع كل محور من محاور المقياس الخلفي تلقائيًا بناءً على ارتفاع الثني، مما يسهل الحركة السريعة والتصحيح. | لا يمكن للمقياس الخلفي التحرك للأمام والخلف إلا بإدخال القيمة يدويًا |
7 | طريقة البرمجة | تسهّل البرمجة الرقمية أو الرسومية تعديل البرامج وتحريرها بشكل مباشر. | برمجة شوط الأسطوانة وحركة المقياس الخلفي |
8 | طول الفرد | يمكن لمتحكم CNC تحديد طول الفرد من خلال البرمجة الرسومية للأبعاد الداخلية أو الخارجية. (DA-58T، DA-66T، DA-69T) | / |
9 | حساب التعارض | يمكن لمتحكم CNC تحديد تسلسل الثني الأمثل تلقائيًا بناءً على الرسم القابل للبرمجة، واللكمة والقالب، ومحيط الماكينة، وسينبه عند حدوث أي تعارض أثناء الثني. كما يمكن التحقق من تسلسل الثني وضبطه يدويًا. | / |
10 | سرعة نزول الكبش | 160-180 مم/ث | 80-100 مم/ث |
12 | دقة زاوية الثني | ≤18′ | ≤30′ |
13 | محور المقياس الخلفي | عدة محاور CNC اختيارية | محور X فقط (للأمام والخلف) |
مقارنة الأسعار
يُلاحظ أنه بالنسبة للآلات التي تقل سعتها عن 200 طن، فإن تكلفة مكبس الثني CNC تزيد على ضعف تكلفة مكبس الثني NC. وعلى العكس، عندما تتجاوز السعة 200 طن، يصبح سعر مكبس الثني CNC أقل من ضعف سعر مكبس الثني NC. لذلك، في التطبيقات التي تتطلب سعة أعلى لآلة الثني، يكون مكبس الثني CNC هو الخيار الأكثر جدوى.
نبذة عناغاري أولسون
بصفتي كاتبًا ومحررًا متفرغًا لدى JUGAO CNC، أختص بتقديم محتوى ثري وعملي موجه لقطاع تشغيل المعادن. وبفضل سنوات من الخبرة في الكتابة التقنية، أركز على إعداد مقالات ودروس متعمقة تساعد المصنّعين والمهندسين والمتخصصين على مواكبة أحدث الابتكارات في تشكيل الصفائح المعدنية، بما في ذلك مكابس الثني CNC والمكابس الهيدروليكية وآلات القص والمزيد.
