- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






العوامل المؤثرة في حمولة ماكينات الثني
العوامل المؤثرة في حمولة ماكينات الثني

طرق الثني
طرق الثني | التأثير على حمولة ماكينات الثني |
الثني بالهواء | يتطلب حمولة أكبر من الثني الهوائي لأن القالب العلوي يصل إلى قاع القالب. تلامس المادة طرف القالب العلوي والجدار الجانبي للقالب السفلي. تكون الحمولة أعلى، لكنها ليست أعلى من الختم. |
الثني القاعي | يتطلب حمولة أكبر من الثني بالهواء لأن القالب العلوي يصل إلى قاع القالب. تلامس المادة طرف القالب العلوي والجدار الجانبي للقالب. تكون الحمولة أعلى، لكنها ليست أعلى من الختم. |
الختم | يتطلب أعلى حمولة. يكون اللكمة والقالب في تماس كامل مع المادة، مما يؤدي إلى ضغطها وتقليل سُمكها. تُستخدم قوى كبيرة جدًا لجعل المادة تتوافق مع زاوية القالب في ماكينة الثني |
تتطلب طرق ثني المعادن المختلفة حمولات مختلفة. على سبيل المثال، في الثني بالهواء، يمكن زيادة الحمولة أو خفضها عن طريق تغيير عرض فتحة القالب.
يؤثر نصف قطر الانحناء على عرض فتحة القالب. وفي هذه الحالة، يجب إضافة عامل الطريقة إلى المعادلة. عند استخدام الثني القاعي والختم، تكون الحمولة المطلوبة أعلى من الثني بالهواء.
إذا كنت تحسب الحمولة للثني القاعي، فأنت بحاجة إلى ضرب الحمولة لكل بوصة من الثني بالهواء في خمسة على الأقل. وإذا كنت تستخدم الختم، فقد تكون الحمولة المطلوبة أكبر حتى من الثني القاعي.

عرض القالب
لقد تعلمنا بالفعل أنه في الثني بالهواء، تنخفض الحمولة المطلوبة مع زيادة حجم فتحة القالب، وتزداد مع انخفاض حجم الفتحة.
وذلك لأن عرض فتحة القالب يحدد نصف قطر الانحناء الداخلي، ونصف القطر الأصغر للقالب يتطلب حمولة أكبر.
في الثني بالهواء، تكون نسبة القالب عادةً 8:1، أي إن مسافة فتحة القالب تساوي ثمانية أضعاف سُمك المادة. وفي هذه الحالة، يكون سُمك المادة مساويًا لنصف قطر الانحناء الداخلي.
الاحتكاك والسرعة
في الثني بالهواء، يحتاج اللكمة إلى المرور عبر فتحة القالب السفلي لثني الصفيحة المعدنية. إذا لم يكن سطح الصفيحة المعدنية مُزلقًا، يزداد الاحتكاك بين القالب والصفيحة المعدنية، مما يتطلب حمولة أكبر لثني الصفيحة ويقلل من الارتداد المرن للمادة.
وعلى العكس، إذا كان سطح الصفيحة المعدنية أملسًا ومُزلقًا، يقل الاحتكاك بين القالب والصفيحة المعدنية، مما يقلل الحمولة المطلوبة لثني الصفيحة المعدنية. ومع ذلك، سيؤدي ذلك إلى زيادة الارتداد المرن للصفيحة المعدنية.
تؤثر سرعة الثني أيضًا في الحمولة المطلوبة. فكلما زادت سرعة الثني، انخفضت الحمولة المطلوبة. كما أن زيادة السرعة تقلل الاحتكاك بين القالب والصفيحة، لكنها تزيد أيضًا من الارتداد المرن للصفيحة.
خصائص المادة
تشير الحمولة إلى القوة التي يطبقها مكبس الثني على الصفائح المعدنية. لذلك، يعتمد نطاق قوى الثني على سُمك الصفيحة المعدنية ومقاومتها للشد.
نوع المادة
أحد العوامل هو نوع المادة المراد ثنيها. فالمواد ذات مقاومة الشد الأعلى، مثل الفولاذ المقاوم للصدأ أو السبائك عالية المقاومة، تتطلب قوة أكبر للثني مقارنةً بالمعادن اللينة مثل الألومنيوم أو النحاس. على سبيل المثال
- الفولاذ المقاوم للصدأ (الدرجة 316): مقاومة الشد ~620 ميغاباسكال؛ مقاومة الخضوع ~290 ميغاباسكال.
- النحاس: مقاومة الشد ~210 ميغاباسكال؛ مقاومة الخضوع ~69 ميغاباسكال.
تُظهر المواد اللينة، مثل الألومنيوم، مقاومة أقل، مما يقلل متطلبات الحمولة، لكنه يزيد من احتمال الارتداد المرن.
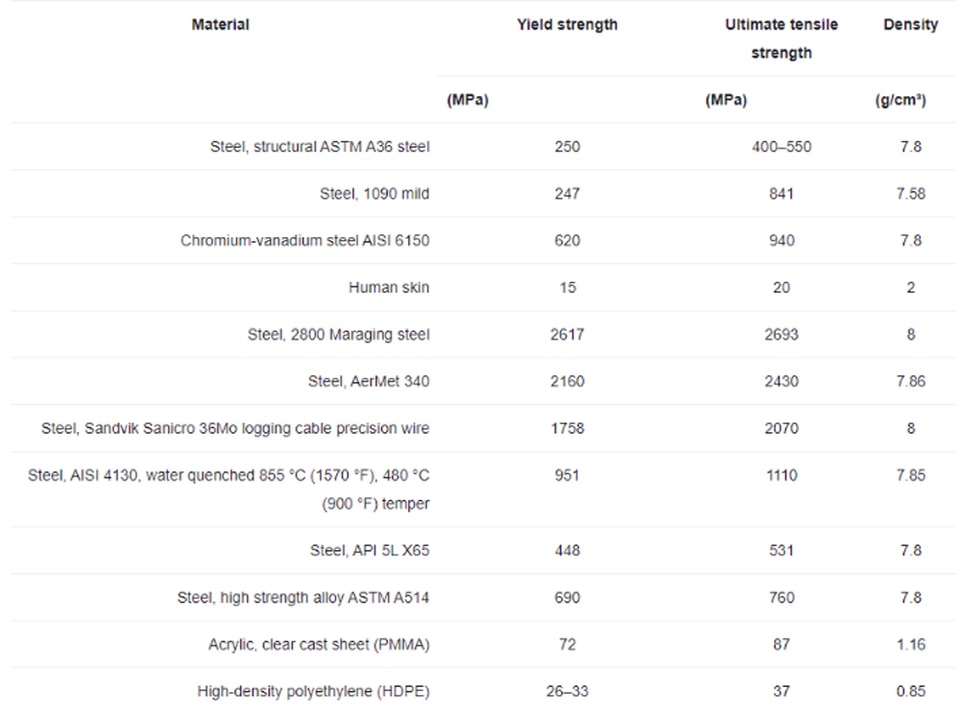
مقاومة الشد ومقاومة الخضوع
تختلف مقاومة الشد باختلاف المواد، وهذا يؤثر مباشرةً في القوة المطلوبة للثني. فعلى سبيل المثال، يتطلب الفولاذ المقاوم للصدأ عادةً حمولة أكبر من الفولاذ الطري أو الألومنيوم.
مقاومة الشد هي أقصى إجهاد يمكن للمادة تحمله تحت حمل ثابت. وإذا استمر تطبيق هذا الإجهاد والحفاظ عليه، فإن المادة ستنقطع في النهاية. أما مقاومة الخضوع فهي الإجهاد الذي تبدأ عنده المادة بالتشوه اللدن.
القيم النموذجية لمقاومة الشد لبعض المواد
سماكة المادة
ومن العوامل المهمة الأخرى سماكة الصفيحة المعدنية. فكلما زادت سماكة المادة، زادت الحمولة المطلوبة، والعكس صحيح. وتتطلب المواد الأسمك حمولة أكبر بعدة مرات بسبب مقاومتها الأعلى للتشوه.
على سبيل المثال، مضاعفة سماكة الصفيحة المعدنية ستضاعف القوة المطلوبة. وبصفة عامة، كلما زادت سماكة المادة، زادت الحمولة أو القوة اللازمة لتشكيلها.
المواد | السماكة (مم) | نصف قطر الثني (مم) | معامل الحمولة | الحمولة المطلوبة (طن/متر) |
فولاذ طري | 1 | 1 | 1 | 10 |
فولاذ طري | 2 | 2 | 1 | 40 |
فولاذ طري | 3 | 3 | 1 | 90 |
الألومنيوم (5052-H32) | 1 | 1 | 0.45 | 4.5 |
الألومنيوم (5052-H32) | 2 | 2 | 0.45 | 18 |
الألومنيوم (5052-H32) | 3 | 3 | 0.45 | 40.5 |
فولاذ مقاوم للصدأ (304) | 1 | 1 | 1.45 | 14.5 |
فولاذ مقاوم للصدأ (304) | 2 | 2 | 1.45 | 58 |
فولاذ مقاوم للصدأ (304) | 3 | 3 | 1.45 | 130.5 |
فولاذ طري | 2 | 1 | 1 | 60 |
فولاذ طري | 2 | 3 | 1 | 30 |
فولاذ مقاوم للصدأ (304) | 2 | 1 | 1.45 | 87 |
فولاذ مقاوم للصدأ (304) | 2 | 3 | 1.45 | 43.5 |
يوضح الجدول أن
- مع زيادة سماكة المادة، تزداد الحمولة المطلوبة لجميع المواد بشكل ملحوظ. فمضاعفة السماكة من 1 مم إلى 2 مم تزيد الحمولة أربع مرات.
- يتطلب الألومنيوم حمولة أكبر بنحو 45% من الفولاذ الطري ذي السماكة نفسها، كما يتطلب الفولاذ المقاوم للصدأ حمولة أكبر بنحو 45% من الفولاذ الطري.
- إن تقليل نصف القطر الداخلي للثني مع ثبات السماكة يزيد الحمولة المطلوبة. فخفض نصف القطر من 2 مم إلى 1 مم يزيد الحمولة بنسبة 50%.
- يختلف معامل الحمولة بحسب نوع المادة ومقاومة الشد. وفي هذا المثال، يبلغ 1.0 للفولاذ الطري، و0.45 لألومنيوم 5052-H32، و1.45 للفولاذ المقاوم للصدأ 304.
الارتداد المرن
بعد الثني، تميل المواد إلى الارتداد قليلًا نحو شكلها الأصلي. وتكون المواد عالية المقاومة أكثر عرضة للارتداد المرن، لذلك يجب تعديل الحمولة والأدوات لتحقيق الزوايا الدقيقة.
طول الثني والزاوية
طول الثني
طول الثني لطاولة مكبس الثني هو الطول الأقصى الذي يمكن ثني صفيحة معدنية ضمنه. ويجب أن يكون طول الثني في مكبس الثني أطول قليلًا من طول المادة المراد ثنيها.
إذا كان طول الطاولة غير صحيح، فقد يحدث تلف في القالب أو المكونات الأخرى. ويمكن لحاسبة حمل الثني أن تساعد في تحديد الحمولة المطلوبة بناءً على سماكة المادة وعوامل أخرى مثل طول الثني وعرض فتحة V.
زاوية الثني
كلما كانت الزاوية أكبر، زادت الحمولة المطلوبة بسبب زيادة انضغاط المادة عند نقطة الثني. وعلى العكس، تتطلب الزوايا الأكبر قوة أقل، لكنها قد تؤدي إلى ثنيات أقل دقة.
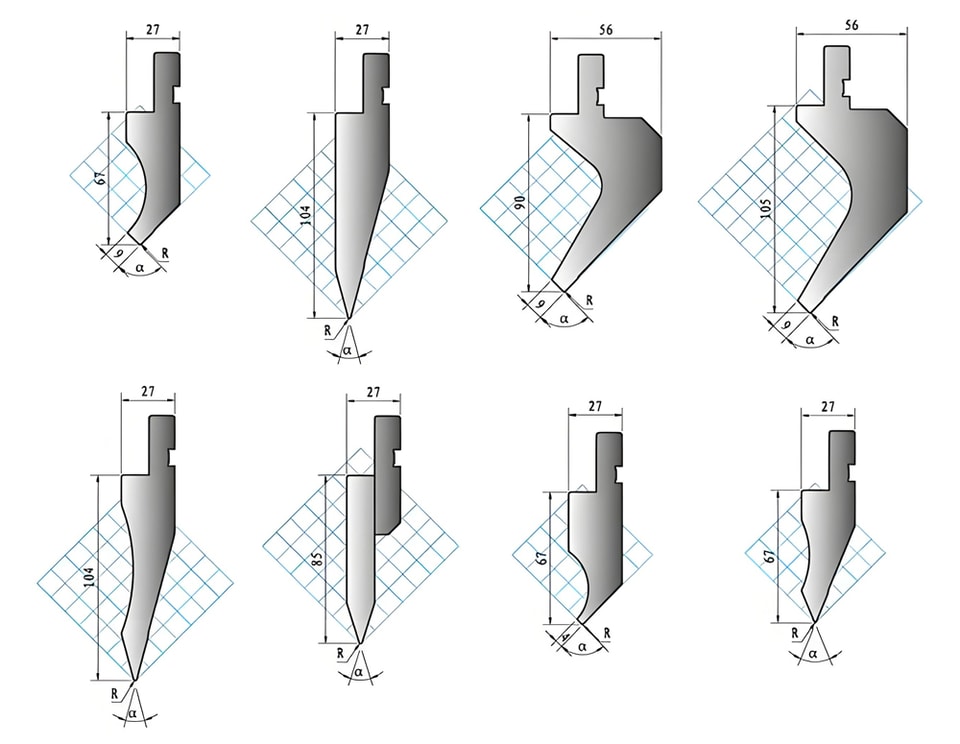
عوامل الأدوات
تُعد لكمات مكبس الثني عاملاً آخر يجب مراعاته. كما أن لهذه اللكمات حدودًا لتحمل حمل الثني. ويمكن للكمات V ذات الزاوية القائمة تحمّل أحمال حمولة أكبر.
وبما أن القوالب ذات الزاوية الحادة تكون بزاوية أصغر وتُصنع من كمية أقل من المادة، مثل قوالب عنق الإوزة، فهي أقل ملاءمة لتحمل الأحمال الثقيلة.
عند استخدام قوالب مختلفة، يجب عدم تجاوز أقصى قوة ثني لها. وإضافةً إلى ذلك، يؤثر نصف قطر القالب ونصف قطر الثني أيضًا في متطلبات الحمولة.
قد يؤدي ازدياد نصف قطر القالب إلى زيادة قوة الثني المطلوبة. وبالمثل، كلما زاد نصف قطر الثني، زادت الحمولة المطلوبة.
تُعد النسبة بين عرض فتحة القالب وسماكة المادة عاملًا آخر يجب مراعاته. وبالنسبة للمواد الأرق، يُوصى بنسبة قالب أقل (مثل 6 إلى 1).
قد تتطلب المواد الأسمك نسبة قالب أعلى (مثل 10 إلى 1 أو 12 إلى 1) لتقليل قوة الثني والحفاظ على الاستخدام ضمن قدرات آلة الثني.
التآكل طويل الأمد للأدوات
- التآكل التدريجي:
مع مرور الوقت، تؤدي عمليات التشغيل المتكررة تحت ضغط عالٍ إلى فقدان الأدوات حدّتها وسلامتها الهيكلية. وإذا لم يُعالج ذلك، فقد يؤدي هذا التآكل إلى ثنيات غير متسقة وانخفاض جودة القطع.
- التأثير في عمر الأداة:
يمكن أن يؤدي تحميل الأداة فوق سعتها المقننة، مثل تشغيل صفيحة سميكة بقالب ضيق، إلى حدوث شقوق دقيقة أو فشل كارثي أثناء التشغيل. وتُعد عمليات الفحص المنتظمة ضرورية لمنع التوقف غير المتوقع أو مخاطر السلامة.
- متطلبات الصيانة:
الأدوات المفرطة التحميل تتطلب صيانة أو استبدالًا أكثر تكرارًا، مما يزيد تكاليف التشغيل. ويمكن لأنظمة المراقبة أو برامج الصيانة التنبؤية أن تساعد على اكتشاف أنماط التآكل مبكرًا وتحسين استخدام الأدوات.

