- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






العوامل المحددة لنصف قطر الثني في الصفائح المعدنية: دليل تقني شامل
العوامل المحددة لنصف قطر الثني في الصفائح المعدنية: دليل تقني شامل

يُعد نصف قطر الثني من المعايير الحاسمة في تصنيع الصفائح المعدنية، إذ يؤثر في قوة القطعة ومظهرها وقابليتها للتصنيع. ويساعد اختيار نصف قطر الثني المناسب على ضمان السلامة الهيكلية مع تجنب عيوب مثل التشقق أو التشوه. وتستعرض هذه المقالة العوامل الرئيسية التي تؤثر في نصف قطر الثني للصفائح المعدنية، وتقدم أفضل الممارسات لعمليات الثني المثلى.
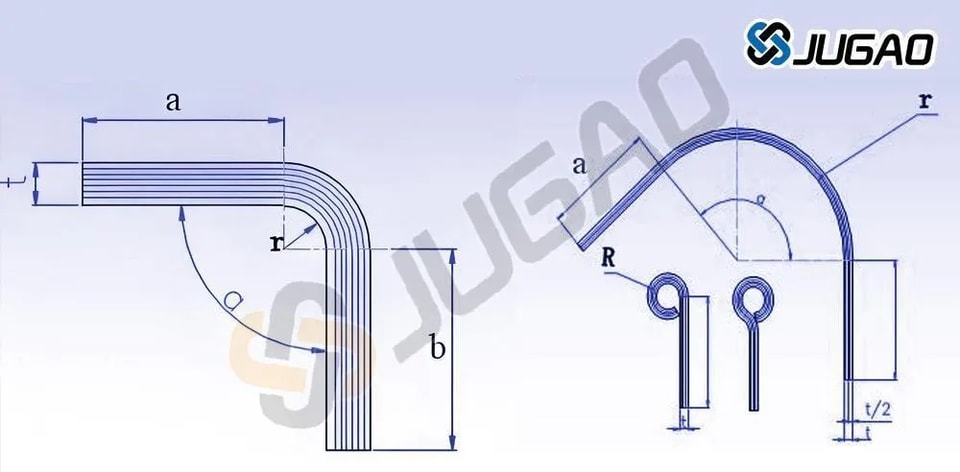
تعريف نصف قطر الثني
الـنصف قطر الثنييشير إلىنصف القطر الداخليمن مقطعٍ مثنيّ من الصفائح المعدنية. ويُقاس من الانحناء الداخلي للثني حتى خط منتصف سُمك المادة.
l ثني حاد (نصف قطر صغير):نصف قطر شبه صفري، ويتطلب عادةً أدوات خاصة.
l ثني قياسي (نصف قطر متوسط):شائع في معظم التطبيقات.
l ثني بنصف قطر كبير:يُستخدم لأغراض جمالية أو إنشائية.
العوامل الرئيسية المؤثرة في نصف قطر الثني
1. خصائص المادة
أ) نوع المادة
تختلف المعادن في قابليتها للتشكيل وخصائص الاستطالة:
l الألمنيوم:أكثر ليونة، مما يسمح بثنيات أضيق.
l الفولاذ المقاوم للصدأ:أصلب، ويتطلب أنصاف أقطار أكبر للثني لتجنب التشقق.
l الفولاذ الطري:قابلية ثني متوسطة، ويُستخدم على نطاق واسع في التطبيقات القياسية.
l النحاس والنحاس الأصفر:قابلان للتشكيل بدرجة عالية، ومناسبان لأنصاف الأقطار الضيقة.
ب) سُمك المادة (T)
l القاعدة العامة:نصف قطر الثني الأدنى ≈1×T (للخامات اللينة)إلى2×T (للخامات الأصعب).
l مثال:
 ألمنيوم 2 مم → الحد الأدنى لنصف القطر =2 مم (1×T).
ألمنيوم 2 مم → الحد الأدنى لنصف القطر =2 مم (1×T).
 فولاذ مقاوم للصدأ 2 مم → الحد الأدنى لنصف القطر =4 مم (2×T).
فولاذ مقاوم للصدأ 2 مم → الحد الأدنى لنصف القطر =4 مم (2×T).
ج) اتجاه الألياف (التباين الخواص)
l الثنيالموازي لاتجاه الأليافيزيد من خطر التشقق.
l الثنيالعمودي على اتجاه الأليافيسمح بأنصاف أقطار أصغر.
2. الأدوات وإمكانات الماكينة
أ) اختيار البنشة والقالب
l فتحات قالب V الأصغرتسمح بثنيات أضيق، لكنها تزيد من قوة الضغط المطلوبة.
l القوالب الأكبرتُنتِج أنصاف أقطار أكبر لكنها تُقلّل الإجهاد على المادة.
ب) حمولة مكبس الثني
l يمكن للآلات ذات الحمولة الأعلى تحقيق ثنيات أضيق في المواد الأكثر سُمكًا.
l تؤدي الحمولة غير الكافية إلى ثنيات غير مكتملة أو ارتداد مرن.
ج) مادة الأداة والتآكل
l تزيد القوالب البالية أو المتشققة من خطر عيوب السطح.
l تحافظ أدوات الفولاذ المقسّى على الدقة مع الاستخدام طويل الأمد.
3. طريقة الثني
l الثني الهوائي:يستخدم نصف قطر أصغر للسنبة، ما ينتج عنه نصف قطر ثني طبيعي يعتمد على مرونة المادة.

l الثني السفلي / الكبس:يُجبر المادة داخل القالب، ما يخلق نصف قطر دقيقًا لكنه يتطلب حمولة أعلى.
l الثني بالدرفلة:يُستخدم للانحناءات كبيرة نصف القطر (مثل الأسطوانات).

4. زاوية الثني وتأثير الارتداد المرن
l الثنيات الأضيق (الزوايا الحادة)تتطلب أنصاف أقطار أصغر لكنها قد تزيد الارتداد المرن.
l تعويض الارتداد المرنيجب أخذه في الاعتبار عند برمجة CNC.

5. اعتبارات تشطيب السطح والطلاء
l قد تتشقق الصفائح المطلية أو المغطاة بطبقة إذا ثُنيت بحدة كبيرة.
l يمكن للمعالجات المسبقة للثني (مثل التلدين) أن تحسن قابلية التشكيل.
حساب الحد الأدنى لنصف قطر الثني
1. صيغة تجريبية
الـالحد الأدنى لنصف قطر الثني (R_min)يمكن تقديره كما يلي: Rmin=K×T
حيث:
l K= عامل المادة (0.5 للألمنيوم اللين، و2 للفولاذ المقاوم للصدأ).
l T= سُمك المادة.
2. المعايير الصناعية (إرشادات توضيحية)
المادة | الحد الأدنى الموصى به لنصف قطر الثني |
ألمنيوم لين | 0.5 × T |
الفولاذ الطري | 1 × T |
الفولاذ المقاوم للصدأ | 2 × T |
النحاس | 0.8 × T |
العيوب الشائعة الناتجة عن نصف قطر الثني غير الصحيح
l التشققات (الجانب الخارجي للثني):بسبب الترقق المفرط.
l التجعد (الجانب الداخلي للثني):بسبب نصف قطر كبير جدًا في الصفائح الرقيقة.
l الارتداد المرن:تعود المادة قليلًا بعد الثني، مما يؤثر على الدقة.
l خدوش السطح:بسبب اختيار القالب أو التزييت غير المناسب.
أفضل الممارسات لاختيار نصف قطر الثني الأمثل
l راجع بيانات المادةللحصول على قيم الاستطالة وعامل K.
l استخدم أدوات مناسبة(عرض قالب V المناسب، ونصف قطر سنّ الثاقب).
l أجرِ ثنيات تجريبيةقبل الإنتاج الكامل.
l طبّق التزييتلتقليل الاحتكاك والتشققات.
l فكّر في المعالجات بعد الثني(إزالة الإجهاد، إزالة الحواف الزائدة).
الخلاصة
يُحدَّد نصف قطر الثني في الصفائح المعدنية بواسطةخصائص المادة، والسماكة، والأدوات، وطريقة الثني. يضمن الاختيار الصحيح السلامة البنيوية، ويقلل العيوب إلى الحد الأدنى، ويحسن قابلية التصنيع. ومن خلال اتباع الإرشادات الصناعية وإجراء الثنيات التجريبية، يمكن للمصنعين تحسين عمليات الثني لديهم للحصول على نتائج عالية الجودة.
