- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






وظيفة ومبدأ عمل محاور ماكينة الثني
وظيفة ومبدأ عمل محاور ماكينة الثني

آلة الثني CNC هي آلة ثني يتم التحكم فيها بواسطة نظام التحكم العددي بالحاسوب (CNC). ويمكن لآلات الثني CNC تشكيل الصفائح المعدنية إلى مختلف الأشكال. وترتبط دقة الثني وعدد الثنيات بنظام المزامنة، والنظام الهيدروليكي، ومقياس الإرجاع الخلفي. وتتأثر وظيفة هذه المكونات بعدد محاور آلة الثني CNC. إن فهم هذه المحاور أمر أساسي لاختيار آلة الثني وضبطها وتشغيلها بكفاءة.

1. ما المحاور الموجودة في آلة الثني؟
يتحكم نظام CNC في حركة محاور آلة الثني. وتُسمّى محاور آلة الثني وفقًا لموضعها في الإحداثيات المكانية. ويشير محور آلة الثني إلى العنصر الميكانيكي الذي يتحكم في حركة الأجزاء المختلفة من آلة الثني.
تشمل هذه الحركات الحركة صعودًا وهبوطًا، والحركة للأمام والخلف، والحركة يمينًا ويسارًا، وحتى الضبط الدقيق لزاوية ثني اللوح المعدني. وتضمن الحركة الدقيقة للمحور الوضعية والزاوية الصحيحتين للمعدن في آلة الثني، مما يسهّل عمليات الثني الدقيقة.
تحدد دقة الشغلة المطلوبة عدد المحاور اللازمة لآلة الثني. وعادةً ما تحتوي آلة الثني CNC على ثلاث مجموعات على الأقل من المحاور المتحكم بها: Y1/Y2 وX وR. وتُستخدم هذه المحاور للتحكم في حركة مقياس الإرجاع الخلفي، والمنزلق، والمكونات الأخرى.
تُستخدم مكابس الثني بمحور الالتواء لثني الشغلات البسيطة، وتحتوي على محورين على الأقل، يُستخدمان للتحكم في محور Y للمنزلق ومحور X لمقياس الإرجاع الخلفي. أما أبسط مكابس الثني فتحتاج فقط إلى محور Y للتحكم في الحركة الصعودية والهبوطية للمنزلق.
تحدد دقة حركة محور Y وقابليتها للتكرار دقة زاوية الثني. ويستخدم نظام التحكم المحاور للتحكم في حركة المكونات المختلفة، وبذلك يتحكم في زاوية الثني وحجمها.
2. ما هو مقياس الإرجاع الخلفي في مكبس الثني؟
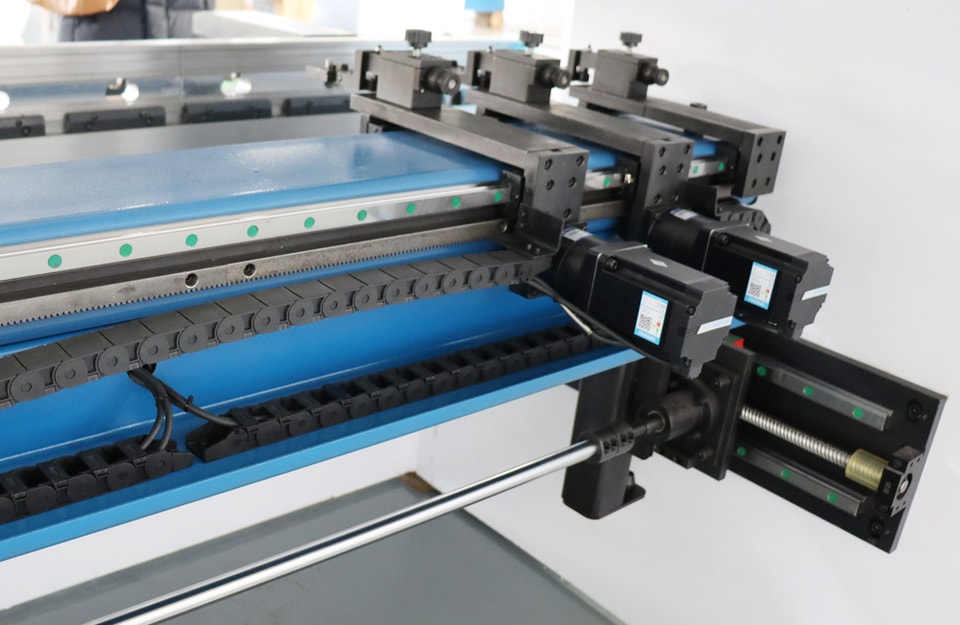
مقياس الإرجاع الخلفي في مكبس الثني هو مكوّن يساعد على تموضع اللوح المعدني ومحاذاته قبل الثني. ويوجد في الجزء الخلفي من أداة الثني ويتحرك على طول محور X.
يتكوّن مقياس الإرجاع الخلفي من مجموعة من الأصابع والكتل التي يمكن ضبطها إلى الموضع المطلوب وفقًا لطول الثني المرغوب. ويمكن تشغيل هذه الأصابع يدويًا أو كهربائيًا أو بواسطة نظام CNC.
صُمم مقياس الإرجاع الخلفي لضمان ثبات اللوح المعدني ودقة موضعه عند الثني. وهو يحقق زوايا ثني وأطوالًا وأشكالًا هندسية دقيقة من خلال التحكم في العمق والموضع بين اللوح المعدني وأداة الثني. ويلعب دورًا حيويًا في زيادة الإنتاجية، وتقليل وقت إعداد المعدة، وضمان قابلية تكرار عمليات الثني. كما أنه يزيل الحاجة إلى القياس والتقدير اليدويين، مما يؤدي إلى عملية ثني متسقة وفعالة.
في أنظمة الثني الحديثة، يمكن دمج مقياس الإرجاع الخلفي مع وحدة تحكم مكبس الثني للتموضع والتحكم التلقائيين. ويوفر هذا الدمج تعاونًا سلسًا بين مقياس الإرجاع الخلفي ومحاور مكبس الثني، مما يساعد على تحقيق عمليات ثني دقيقة وثنيات دقيقة وقابلة للتكرار.
يتحكم نظام CNC في مقياس الإرجاع الخلفي لتموضع الصفيحة المعدنية بدقة. وعادةً ما يحتوي مقياس الإرجاع الخلفي على محور واحد على الأقل، ويمكن للأنظمة الأكثر تقدمًا أن تحتوي على ما يصل إلى ستة محاور. وتقود محركات مستقلة كل محور للتحرك ذهابًا وإيابًا في اتجاه محدد. وتعمل مسامير الكرة، والسيور المسننة، والمحاور معًا لتحقيق حركة متزامنة. وتضمن هذه الحركات الدقيقة والمتكررة الدقة في كل دفعة من الشغلات. كما يمكن استخدام الحساسات الضوئية والبرمجة CNC على مكبس الثني لأغراض التموضع.
العلاقة بين مقياس الإرجاع الخلفي والمحور
يرتبط مقياس الإرجاع الخلفي في مكبس الثني ارتباطًا وثيقًا بمحاور مكبس الثني، ويضمنان معًا دقة وثبات عملية الثني. وتشير محاور الثني إلى المحاور المتحركة المختلفة داخل مكبس الثني، مثل محور X ومحور Y ومحور Z ومحور R.
تتحكم هذه المحاور في تموضع أداة الثني وحركة الصفيحة المعدنية أثناء عملية الثني. ومن ناحية أخرى، يمكن التحكم في موضع وارتفاع مقياس الإرجاع الخلفي من خلال ضبط محاور مكبس الثني. ومن خلال التحكم في موضع محور Y ومحور X، يمكن محاذاة مقياس الإرجاع الخلفي مع الشغلة، مما يضمن الدقة والثبات في الثني.
في الوقت الحاضر، غالبًا ما يكون مقياس الإرجاع الخلفي ومكبس الثني مدمجين ويتم التحكم فيهما بواسطة نظام CNC. ويتيح هذا الدمج التموضع التلقائي والتحكم الدقيق في محاور مكبس الثني ومقياس الإرجاع الخلفي، مما يمكّن من عملية ثني فعالة ودقيقة.
3. المجموعات الرئيسية للمحاور المتحكم بها
حركة المكبس العمودية على محور Y
يمثل محور Y المحور العمودي لمكبس الثني المتحرك في اتجاه العمق. ويتحكم محور Y في الحركة العمودية للمنزلق. ويتحرك المنزلق صعودًا وهبوطًا لثني الشغلة المعدنية.
في الثني الهوائي، تصبح الحركة الصعودية والهبوطية للعارضة العلوية مستقرة ومتجانسة تحت قيادة محور Y. ويمكن تقسيم محور Y إلى محور Y1 ومحور Y2، ويقعان في أعلى العمودين على التوالي.
يتحكم Y1 وY2 في الحركة الصعودية والهبوطية للأسطوانات على جانبي آلة الثني. وتحت قيادة محور Y، تصبح الحركة الصعودية والهبوطية للعارضة العلوية مستقرة ومتجانسة. ويعد Y1 وY2 محوري التحكم ذوي الحلقة المغلقة الكاملة للأسطوانتين اليسرى واليمنى على التوالي. كما يمكن لـ Y1 وY2 ضبط مستوى العارضة العلوية بشكل مستقل.
- Y1: محور التحكم ذي الحلقة المغلقة الكاملة للأسطوانة اليسرى
- Y2: محور التحكم المغلق الكامل للأسطوانة اليمنى

المحور الرابع في المقياس الخلفي
كلما زادت تعقيدات قطعة العمل، زاد عدد المحاور المطلوبة للمقياس الخلفي. ويمكن أن يحتوي المقياس الخلفي على ما يصل إلى 6 محاور، تتوفر بعدة إصدارات. ويحتوي كل محور على محرك مستقل لضمان دقة التموضع.
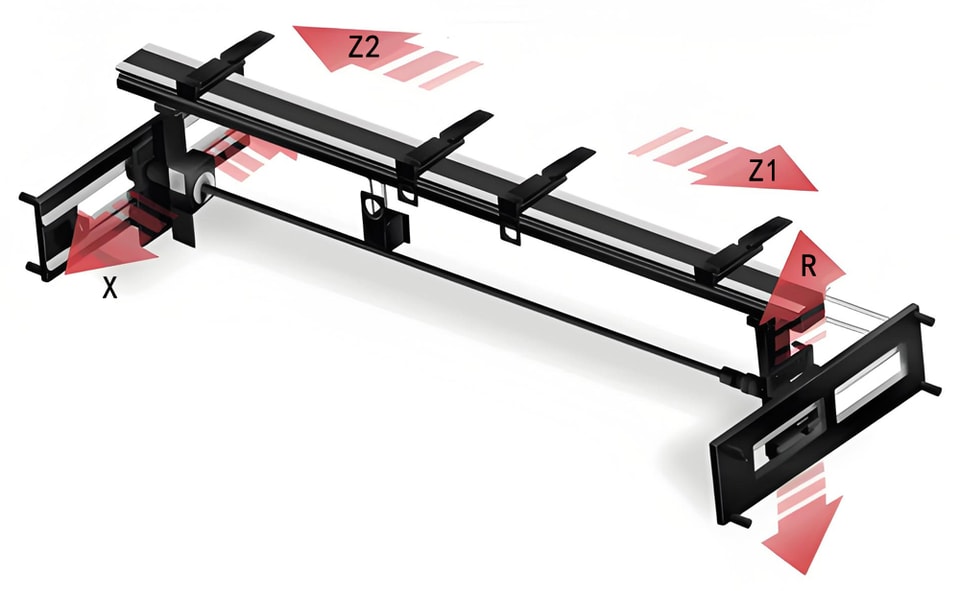
المحور X: الحركة الأفقية للمقياس الخلفي
يتولى المحور X إدارة الحركة الأفقية للمقياس الخلفي، مع تموضع دقيق لقطعة العمل المعدنية أسفل الكباس. ومن خلال الحركة الأفقية، يضمن المحور X محاذاة كل ثنية بشكل صحيح. ويُعد المحور X محورًا مهمًا جدًا في عملية الثني، إذ يحدد طول الحافة المثنية لقطعة العمل.
تقوم أصابع المحور X بتموضع الصفيحة المعدنية أثناء دفعها إلى المقياس الخلفي. ويبلغ عرض حركة المحور X في مكبس الثني مقدارًا ثابتًا، لكنه يمكن تقسيمه إلى المحورين X1 وX2.
يتيح المحوران X1 وX2 لأصابع المقياس الخلفي التحرك بشكل مستقل ذهابًا وإيابًا على الجانبين الأيسر والأيمن. ويتحكم المحور X في الحركة الأمامية والخلفية للمقياس الخلفي. ويُعد هذا المحور أساسيًا لتحقيق التموضع الدقيق وإمكانية التكرار.
تقوم الأصابع بتموضع الصفيحة بدقة فور دخولها إلى المقياس الخلفي. وX1 هو محور الحركة الأمامية والخلفية لإصبع التوقف الأيسر، بينما X2 هو محور الحركة الأمامية والخلفية لإصبع التوقف الأيمن. ويمكن للمحورين X1 وX2 قياس طول الحافة المثنية لقطعة العمل الجاري تشكيلها.
- X1: محور حركة إصبع المقياس الخلفي للأمام والخلف
- المحور X2: محور حركة إصبع المصد الخلفي ذهابًا وإيابًا

المحور R: حركة المصد الخلفي عموديًا
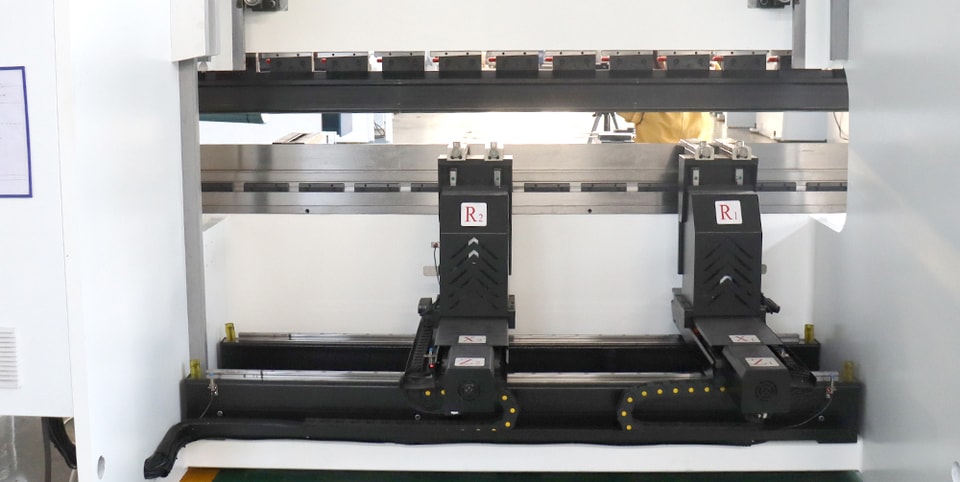
يتحكم المحور R في الحركة العمودية للمصد الخلفي، وهو أمر أساسي لضبط ارتفاعه بما يتناسب مع ارتفاعات الحواف وسماكات المواد المختلفة. ويتم ضبط ارتفاع المحور R تلقائيًا وفقًا لارتفاع القالب.
ينقسم المحور R إلى R1 وR2. ويمكن لهذين المحورين التحرك صعودًا وهبوطًا بشكل مستقل على الجانبين الأيسر والأيمن. وبحسب تعقيد القطعة، يمكن وضع هذين المحورين على مسافات مختلفة. كما يمكن للمحور R تموضع حافة مثنية تتحرك أسفل مستوى الثني.
- R1: محور حركة إصبع المصد الأيسر صعودًا وهبوطًا
- R2: محور حركة إصبع المصد الأيمن صعودًا وهبوطًا

المحور Z: حركة جانبية للمقياس الخلفي
يتحكم المحور Z في الحركة الجانبية لأصابع المقياس الخلفي، ما يتيح تموضعًا مستقلًا للأصابع. ويُعد المحور Z مفيدًا عندما يتطلب ثني قطعة العمل عدة خطوات ودورات ثني، أو عند معالجة قطع كبيرة أو معقدة. ويمكن تموضع المحورين Z1 وZ2 بشكل مستقل عبر البرمجة.
يسهم استخدام تموضع المحور Z في تحسين دقة وكفاءة الثني. كما يوفر دعمًا متجانسًا عند ثني الصفائح الأطول. وتحدد حركة المحور Z الموضع الأفقي للمقياس الخلفي بما يتوافق مع متطلبات العرض والموضع الأفقي لمختلف قطع العمل.
- Z1: محور الحركة اليسرى واليمنى لإصبع المصد الأيسر
- Z2: محور الحركة اليسرى واليمنى لإصبع المصد الأيمن

5. المحاور الأخرى في ماكينة الثني
تلعب ماكينات الثني دورًا محوريًا في عالم تصنيع المعادن المتقدم. وإلى جانب المحاور الشائعة المذكورة أعلاه، تُجهَّز ماكينات الثني الحديثة بالعديد من المحاور الإضافية لزيادة التحكم والمرونة، مثل المحور V والمحور L ومحور Delta X.
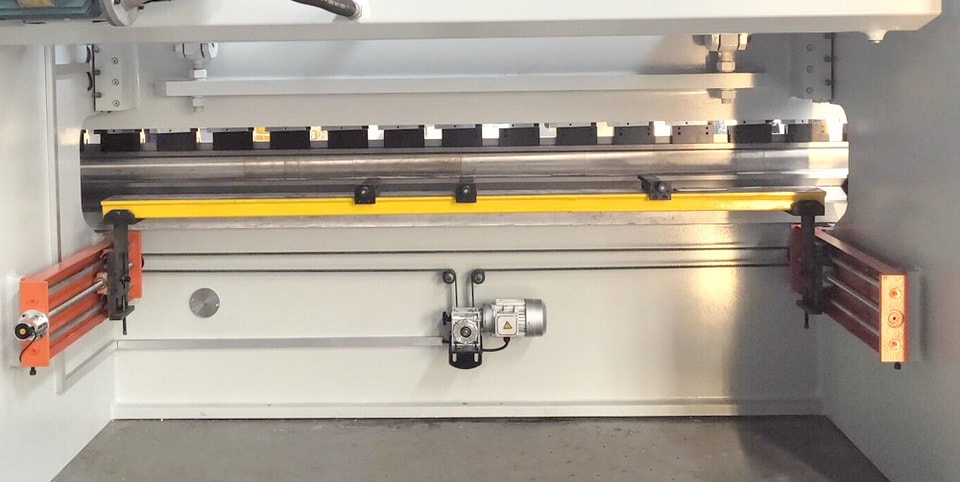
المحور V: تعويض التحدب
تقدّم الخاصية المميزة للمحور V مفهوم تعويض الانحناء. فعند ثني القطع المعدنية الطويلة، يحدث غالبًا تقوس في المنتصف بسبب الضغط الناتج عن ماكينة الثني، مما يؤدي إلى ثني غير مثالي. ولإزالة ذلك، يضبط المحور V سرير الماكينة ويعوّض الانحراف لضمان ثني مستقيم ودقيق على كامل طول المادة.
يتحكم المحور L في الحركة الأفقية للمقياس الخلفي. وتمنح هذه الحركة الجانبية مرونة أكبر للتعامل مع الصفائح المعدنية الأعرض أو عمليات الثني غير المتمركزة. كما تضيف قدرًا كبيرًا من المرونة إلى تشغيل ماكينة الثني، خاصة عند التعامل مع الملحقات المعقدة وعمليات الثني الدقيقة.
محور Delta X: حركة مستقلة لأصابع المقياس الخلفي
يتحكم محور Delta X في الحركة المستقلة لأصابع المقياس الخلفي، ما يتيح لكل إصبع التحرك بشكل منفصل، ويوفر ميزة كبيرة لعمليات الثني المعقدة أو القطع غير المتماثلة. ومن خلال ضبط موضع كل إصبع بشكل مستقل، يتيح محور Delta X تنفيذ ثنيات عالية الدقة في مهام التشغيل المعقدة والمخصصة.
والأهم من ذلك أن هذه المحاور توفر دقة أكبر في عمليات ماكينة الثني. إن فهم قدراتها وكيفية تحسين استخدامها يمكن أن يحسن كثيرًا من كفاءة وثبات وأداء ثني المعادن والتشغيل عمومًا.
ومع استمرار تقدم التكنولوجيا، ستظهر العديد من المحاور والخصائص المتقدمة التي ستدفع حدود الممكن في عالم تشكيل المعادن.
6. التهيئة والاختيار
التهيئة الدنيا
للتشغيل الأساسي، يجب أن تحتوي ماكينة الثني CNC على محور Y واحد على الأقل، وهو الذي يتحكم في الحركة العمودية للرامة. أما التهيئة الأكثر شيوعًا وتعددًا في الاستخدام فهي إعداد ثلاثي المحاور، ويشمل:
- المحور Y (المحوران Y1 وY2):يتحكم في الحركة العمودية للرامة. ويسهم التحكم المستقل في Y1 وY2 في زيادة الدقة، خاصة مع قطع العمل غير المتماثلة.
- المحور X:يدير الحركة الأفقية للمقياس الخلفي، مما يضمن تموضعًا دقيقًا لقطعة العمل.
- المحور R:يتحكم في الحركة العمودية لأصابع المقياس الخلفي بما يتناسب مع ارتفاعات الحواف وسماكات المواد المختلفة.
فعلى سبيل المثال، يمكن للتهيئة ثلاثية المحاور التعامل بكفاءة مع مهام الثني الأساسية، مثل تشكيل ثنيات منتظمة بزاوية 90 درجة في الصفائح المعدنية لصنع حوامل بسيطة.

تكوينات المحاور المتقدمة
وللمهام الأكثر تعقيدًا ومتطلبات الدقة الأعلى، يمكن دمج محاور إضافية في ماكينة الثني CNC. وتشمل هذه التهيئات المتقدمة:
- المحور Z (Z1 وZ2):يتحكم في الحركة الجانبية لأصابع المقياس الخلفي. ويتيح المحوران Z1 وZ2 تموضعًا دقيقًا لكل إصبع، وهو أمر بالغ الأهمية للقطع المعقدة.
- محور Delta X:يتيح لكل إصبع الحركة أفقيًا بشكل مستقل على طول المحور X. ويُعد ذلك مفيدًا بشكل خاص للتعامل مع القطع غير المتماثلة وتنفيذ ثنيات معقدة.
- تعويض التحدب (المحور V):يصحح الانحرافات في سرير ماكينة الثني أثناء عملية الثني، مما يضمن توزيعًا متساويًا للضغط وثبات زوايا الثني.
فعلى سبيل المثال، لصنع مكونات معقدة متعددة الثنيات وبزوايا وأحجام مختلفة، تحتاج إلى الدقة والمرونة اللتين توفرهما هذه المحاور الإضافية.
اختيار المحاور المناسبة
عند تحديد عدد المحاور لمكبس الثني CNC الخاص بك، ضع في اعتبارك العوامل التالية:
تعقيد قطعة العمل
إذا كنت تقوم كثيرًا بتشغيل قطع معقدة أو غير متماثلة، فإن المحاور الإضافية مثل Z1/Z2 وDelta X ضرورية. توفر هذه المحاور المرونة والدقة اللازمتين للتعامل مع الانحناءات المعقدة والزوايا المختلفة.
متطلبات الدقة
تتطلب متطلبات الدقة الأعلى تكوينات أكثر تقدمًا. إن التحكم المستقل في Y1 وY2، مع تعويض التحدب، يضمن تنفيذ حتى أكثر الانحناءات تطلبًا بدقة.
حجم الإنتاج
لإنتاج بكميات كبيرة، يمكن لمكبس الثني CNC المزود بمحاور متعددة أن يقلل وقت الإعداد بشكل كبير ويزيد من الإنتاجية. كما أن الضبط التلقائي لمحدد الخلفي والتحديد الدقيق للموضع يقللان التدخل اليدوي ويحسنان الكفاءة الإجمالية.
الموازنة بين التكلفة والقدرة
على الرغم من أن المحاور الإضافية يمكن أن تعزز وظائف ودقة مكبس الثني CNC، فإنها تزيد أيضًا من تكلفة الماكينة. من المهم الموازنة بين الميزانية واحتياجات التشغيل:
- التكوين الأساسي:مناسب لمهام الثني البسيطة والميزانيات الأصغر. يوفر إعدادًا ثلاثي المحاور (Y1/Y2، X، R) توازنًا جيدًا بين الوظيفة والتكلفة.
- التكوين المتوسط:مناسب لمتطلبات التعقيد والدقة المتوسطة. إن إضافة محاور Z1/Z2 إلى الإعداد الأساسي يزيد المرونة دون زيادة التكاليف بشكل كبير.

- التكوين المتقدم:ضروري لعمليات الثني عالية الدقة والمعقدة. إن تضمين Delta X وتعويض التحدب (محور V) في الإعداد يضمن أداءً من الطراز الأول، ولكن بتكلفة أعلى.

باختصار، يحدد عدد المحاور في مكبس الثني تعقيد قطعة العمل ودقتها. ومع ذلك، كلما زاد عدد المحاور، ارتفعت تكلفة شراء الماكينة. وإذا لم تكن هناك متطلبات ثني معقدة، فإن مكبس ثني أساسيًا بثلاثة أو أربعة محاور يكفي. أما إذا كنت بحاجة إلى معالجة قطع معقدة ودقيقة، فكلما زاد عدد المحاور كانت نتائج الثني أفضل.
تعتمد دقة الثني في مكبس الثني على حركة محاوره. يجب أن يحتوي مكبس الثني على محور Y واحد على الأقل للتحكم في الحركة الصعودية والهبوطية للمنزلق. ويُعد محور Y أهم محور لأنه يتحكم في زاوية ثني قطعة العمل. وأكثر تكوينات مكبس الثني شيوعًا هو التكوين ثلاثي المحاور، والمجهز بمحاور Y1/Y2 وX وR.
عند شراء مكبس ثني، من المهم اختيار العدد المناسب من المحاور وفقًا لتعقيد قطعة العمل. يمكن لـ JUGAO CNC MACHINE مساعدتك في اختيار مكبس الثني الأنسب وفقًا لميزانيتك.
