- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






كيفية ضبط عدم توازن الضغط في ماكينة الثني
كيفية ضبط عدم توازن الضغط في ماكينة الثني

هل تواجهون تحديات في عدم ثبات زوايا الثني في ماكينة الثني CNC لديكم؟ إن فهم الأسباب الكامنة وتطبيق الحلول المناسبة يمكن أن يساعدكم في تحقيق نتائج دقيقة وقابلة للتكرار. وتشمل طرق معالجة اختلال الضغط في ماكينة الثني بشكل أساسي معالجة العوامل الخارجية والعوامل الداخلية للماكينة. أولًا، من الضروري تحديد سبب اختلال الضغط، والذي يتضمن عادةً عوامل خارجية وعوامل داخلية للماكينة. فالعوامل الخارجية مثل الأجسام الثقيلة القريبة قد تؤثر في عدم توازن القوة على المنزلقين على جانبي أسطوانة العمل، بينما قد ترجع العوامل الداخلية للماكينة إلى قيام أسطوانتي العمل بالضغط عند طرفي المنزلق، مما يؤدي إلى انحراف مركز الثقل التشغيلي نحو الوسط، وبالتالي التأثير في عملية التشكيل والعمليات اللاحقة للمنتج.
الحل
.معالجة العوامل الخارجية:أزل الأجسام الثقيلة التي تؤثر في تشغيل ماكينة الثني، وتأكد من أن المنزلقين على جانبي أسطوانة العمل يتعرضان لإجهاد متساوٍ.
.معالجة العوامل الداخلية للماكينة:اعتمد طريقتي تعويض الانحراف وتعويض الضغط، وضع مقدار التشوه في الاتجاه المعاكس لاتجاه التشوه الناتج عن القوة على طاولة العمل لتحقيق تعويض متغيّر للمنزلق وطاولة العمل، بحيث يصبح توزيع الضغط على منزلقَي أسطوانة العمل على جانبي ماكينة الثني أكثر انتظامًا.
الخطوات المحددة
ضبط العوامل الخارجية:
أزل الأجسام الثقيلة التي تؤثر في تشغيلمكبس الثني.
تأكد من عدم وجود أجسام غريبة علىمكبس الثنيالهيكل، وراقب دائمًا ظروف تشغيلمكبس الثنيللحد من حدوث الضغط غير المتساوي على الجانبين.
ضبط العوامل الداخلية للماكينة:
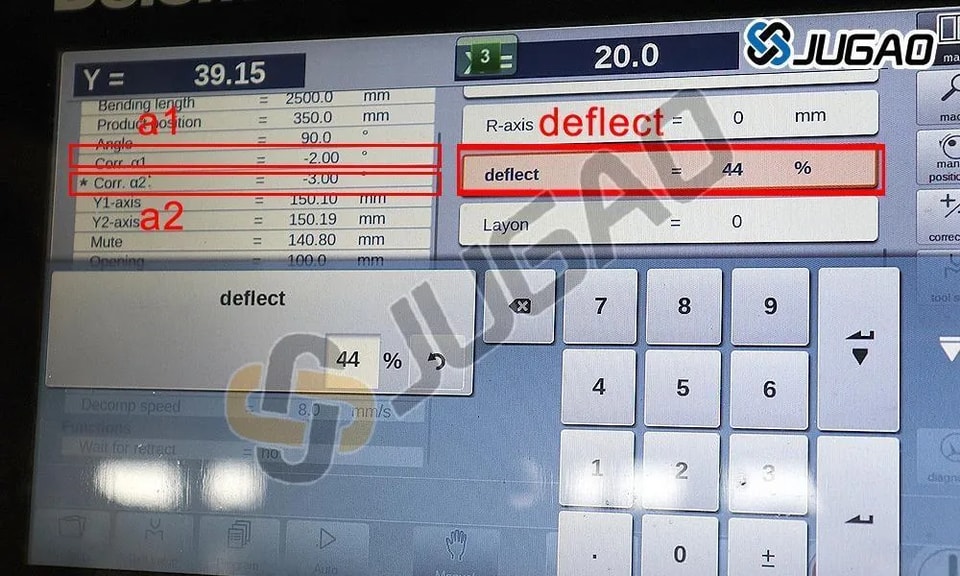
ضع مقدار التشوه في الاتجاه المعاكس لتشوه القوة على طاولة العمل بين المنزلق والقالب العلوي لـمكبس الثنيلتحقيق تعويض الانحراف.
استخدم التعويض الهيدروليكي والتعويض الميكانيكي لتحقيق تعويض الضغط.
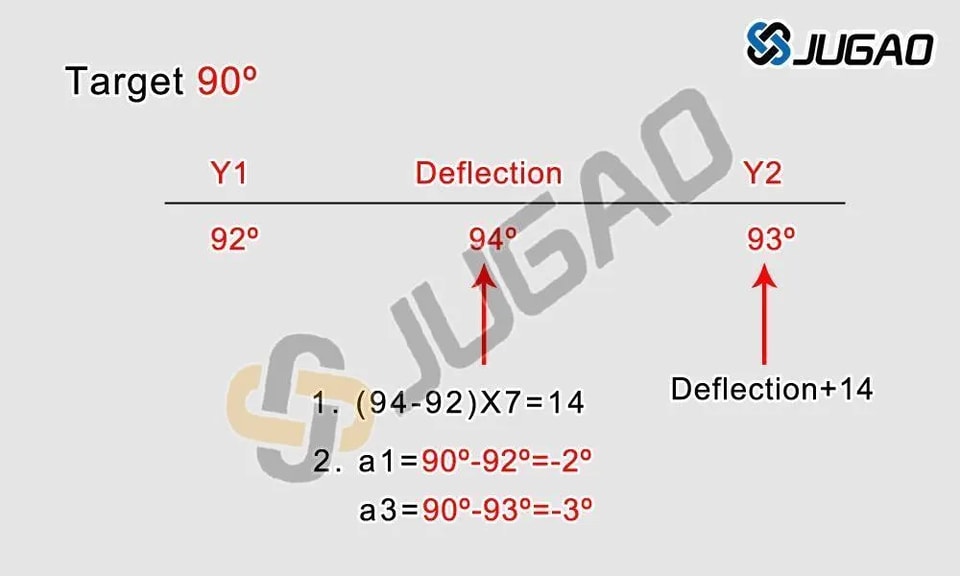
خذ الشكل التالي مثالًا

افحص الأدوات وقم بمحاذاتها
الأدوات غير المحاذاة أو المهترئة سبب شائع وراء اختلاف الزوايا. تأكد من محاذاة القوالب العلوية والسفلية بشكل صحيح وخلوها من التلف. استبدل أي مكونات مهترئة للحفاظ على الدقة.

أعد معايرة وحدة التحكم CNC
مع مرور الوقت، قد تنحرف وحدة تحكم الماكينة عن إعداداتها الأصلية. أعد معايرة نظام CNC لضمان تفسيره وتنفيذه لأوامر الثني بدقة.
تحقق من تجانس المواد
قد تؤثر الاختلافات في سُمك المادة أو صلابتها أو اتجاه أليافها في نتائج الثني. تحقّق من خصائص المادة وتأكد من تجانسها قبل متابعة عملية الثني.
أجرِ صيانة دورية
يمكن للصيانة الدورية، بما في ذلك التشحيم وفحوصات النظام الهيدروليكي والفحوصات الميكانيكية، أن تمنع العديد من المشكلات قبل حدوثها. وتعمل الماكينة التي تتم صيانتها جيدًا بشكل أكثر موثوقية.
ضبط إعدادات الماكينة بدقة
اضبط معايير مثل سرعة الثني، والضغط، وموضع المقياس الخلفي لتحسين الأداء بما يناسب المواد والتصاميم المحددة.
استكشاف المشكلات الشائعة وإصلاحها
من المشكلات الشائعة التي تُواجه مع مكابس الثني الهيدروليكية NC عدم ثبات الزوايا على خط الثني نفسه. فعلى سبيل المثال، قد تؤدي زاوية مستهدفة تبلغ 90° إلى 89° من جهة و91° من الجهة الأخرى. وغالبًا ما تنجم هذه المشكلة عن عدم توازن توزيع الضغط أو سوء المحاذاة.

من خلال معالجة محاذاة الأدوات، ومعايرة وحدة التحكم، وفحص المواد بشكل منهجي، يمكنك استعادة الدقة إلى عمليات الثني لديك.
الاحتياطات
* قبل استخدام مكبس الثني، تأكد من عدم وجود أجسام غريبة على هيكل الآلة، وراقب دائمًا حالة تشغيل مكبس الثني.
* نظّف مكبس الثني وصِنه بانتظام لتقليل معدل الأعطال.
* اتبع تعليمات التشغيل المحددة الواردة في دليل الشركة المصنعة لضمان ضبط آمن وفعّال.
الخلاصة
يتطلب الحفاظ على زوايا ثني ثابتة مزيجًا من الإعداد الصحيح للآلة، والصيانة الدورية، والانتباه إلى تفاصيل المواد. اتبع أفضل الممارسات التالية لتقليل الأخطاء وتعزيز كفاءة مكبس الثني NC لديك.
