- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






كيفية تقليل الارتداد الربيعي في ماكينة الثني
كيفية تقليل الارتداد الربيعي في ماكينة الثني

جدول المحتويات
• ما أسباب الارتداد الزنبركي الشديد في مكبس الثني؟
• ضبط زاوية الثني الزائد في مكابس الثني CNC
○ الخطوة 1: تحديد قيمة الارتداد الزنبركي المتوقعة
○ الخطوة 2: إضافة تعويض الزاوية في نظام التحكم
• تحسين اختيار أدوات التشغيل لتقليل الارتداد الزنبركي
○ اختيار فتحة قالب V المناسبة
○ اختيار نصف قطر أصغر للسنّ
• زيادة قوة الثني وإتقان أساليب الثني القاعي
○ الثني الهوائي مقابل الثني القاعي
• نصائح متعلقة بالمواد لتقليل الارتداد المرن في ثني الصفائح المعدنية
○ اعتبارات الفولاذ عالي المتانة والفولاذ المقاوم للصدأ
○ تأثير اتجاهات الحبيبات والدرفلة
• معايرة الماكينة ودقة المقياس الخلفي
○ التحقق من توازي الكباس
○ معايرة نظام المقياس الخلفي
• الأسئلة الشائعة
○ لماذا يكون الارتداد المرن في مكبس الثني أكثر وضوحًا في الفولاذ المقاوم للصدأ؟
○ ما أكثر طريقة فعّالة لتقليل الارتداد المرن في مكبس الثني دون استبدال العدد؟
○ هل تؤدي زيادة القوة دائمًا إلى تقليل الارتداد المرن؟
○ كيف يمكن حساب الارتداد المرن بدقة عالية؟
• الخلاصة
إن التعامل مع عدم اتساق زوايا الثني في أعمال الصفائح المعدنية يعني مواجهة مشكلة الارتداد المرن في مكبس الثني، وهي مشكلة تُربك كثيرًا من المشغلين الذين يضطرون إلى تعديل الزوايا مرارًا وتكرارًا دون فهم واضح لسبب عودة المعدن إلى شكله الأصلي بعد الثني. الارتداد المرن خاصية فيزيائية طبيعية للمعدن عند ثنيه، لكن الارتداد المفرط ليس مشكلة مستعصية. سيرشدك هذا الدليل إلى استراتيجيات عملية ومجرّبة في الورشة لتقليل الارتداد المرن في مكبس الثني JUGAO، وتعزيز دقة الثني، وتحقيق نتائج متسقة وموثوقة في الإنتاج اليومي.
ما أسباب الارتداد الزنبركي الشديد في مكبس الثني؟
قبل معالجة الارتداد المرن في مكبس الثني، من الضروري الوصول إلى السبب الجذري الذي يجعله مفرطًا في عمليات ثني الصفائح المعدنية.
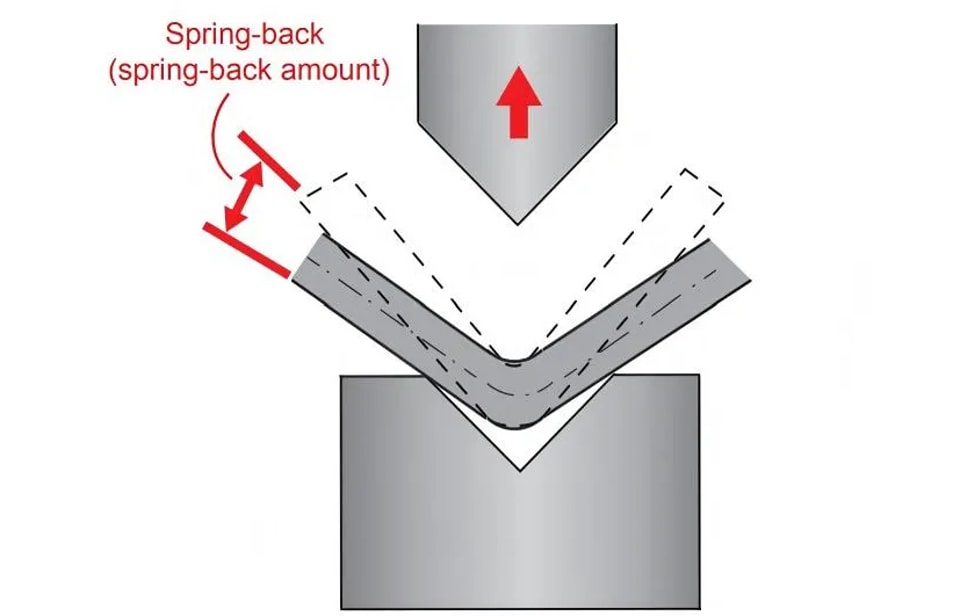
يحدث الارتداد المرن لأن المعدن يخضع لاسترداد مرن بعد إزالة قوة الثني. وكلما زادت متانة المادة وكبر نصف قطر الثني، أصبح تأثير الارتداد المرن أكثر وضوحًا.
العوامل الرئيسية المساهمة هي:
• مواد ذات مقاومة شد عالية (مثل الفولاذ المقاوم للصدأ والفولاذ عالي المتانة)
• فتحات قالب V واسعة جدًا
• قوة ثني غير كافية مطبقة
• اختيار غير صحيح لنصف قطر اللكمة
• برمجة زاوية معيبة في أنظمة مكبس الثني CNC
من خلال تحديد العامل الأساسي وراء الارتداد المرن في مهمة تشغيل محددة، يمكنك تطبيق حلول مستهدفة بدلًا من إجراء تعديلات عشوائية على الزاوية لا تُحقق نتائج تُذكر.
ضبط زاوية الثني الزائد في مكابس الثني CNC
يُعدّ الثني الزائد المتحكم به أحد أبسط وأكثر الطرق فعالية لتقليل الارتداد المرن في مكبس الثني.
الخطوة 1: تحديد قيمة الارتداد الزنبركي المتوقعة
صيغة حساب قيمة الارتداد المرن هي: Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
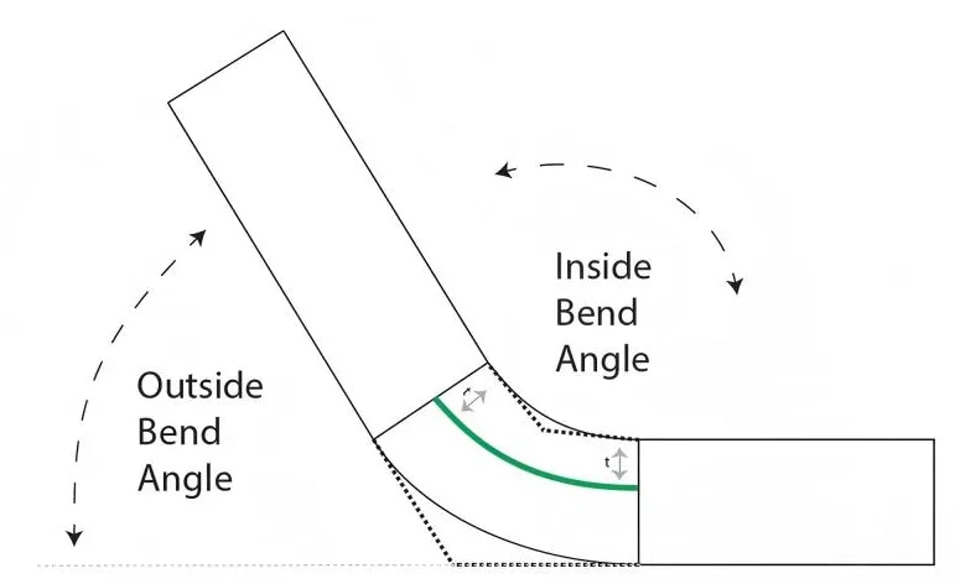
ابدأ بإجراء تجربة ثني باستخدام المادة والسماكة الفعليتين المطلوبتين للعمل. بعد قياس زاوية الثني الفعلية باستخدام مقياس زاوية رقمي، قارنها بالزاوية المبرمجة مسبقًا — فالفرق بينهما هو قيمة الارتداد المرن التي تحتاج إلى احتسابها.
على سبيل المثال، إذا برمجت ثنيًا بزاوية 90° لكن الزاوية المقاسة فعليًا كانت 92°، فستحتاج إلى تطبيق تعويض ثني زائد بنحو 2°.
الخطوة 2: إضافة تعويض الزاوية في نظام التحكم
تتيح لك أنظمة التحكم CNC الحديثة مثل Delem ضبط زوايا الثني مباشرة عبر واجهة التحكم. بدلًا من إجراء تعديلات يدوية في كل مرة تنفذ فيها مهمة، أدخل قيمة التعويض المحسوبة في البرنامج — فهذا يضمن نتائج متسقة، خاصة في عمليات الإنتاج على دفعات حيث تكون قابلية التكرار أمرًا أساسيًا.
تتألق هذه الطريقة في سيناريوهات الإنتاج الكمي حيث يكون الحفاظ على زوايا ثني موحدة أمرًا لا مجال للتنازل عنه.
تحسين اختيار أدوات التشغيل لتقليل الارتداد الزنبركي
يُعد اختيار العدد المناسب عاملًا حاسمًا في تقليل الارتداد المرن في مكبس الثني، كما أن سوء اختيار العدد يُعد سببًا شائعًا وراء الارتداد المرن المفرط.
اختيار فتحة قالب V المناسبة
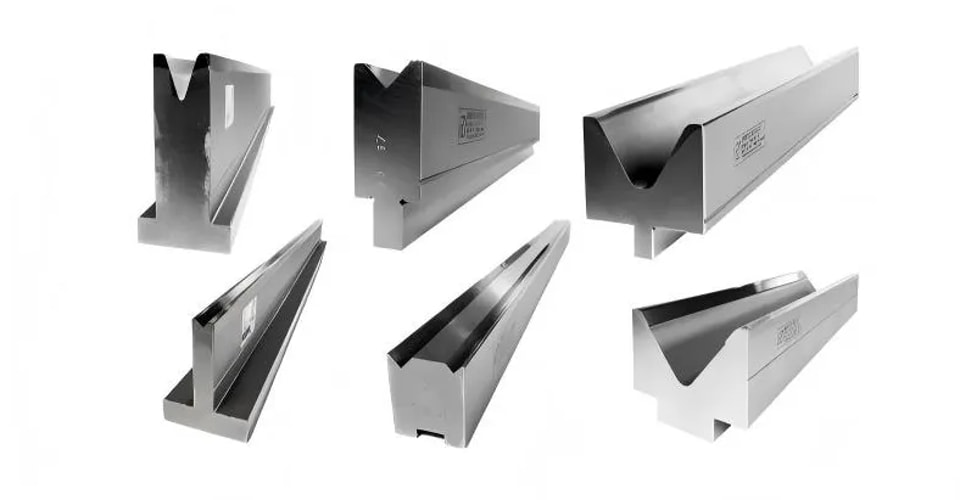
من الأخطاء الشائعة في ثني الصفائح المعدنية استخدام فتحة قالب V واسعة جدًا. فالفتحة الأكبر تؤدي إلى نصف قطر ثني أكبر، ما يزيد بدوره من الارتداد المرن.
إليك قاعدة مجرّبة لاختيار فتحات قالب V:
• بالنسبة للفولاذ الطري، تُعد فتحة V التي تساوي 6 إلى 8 أضعاف سماكة المادة مثالية.
• بالنسبة للفولاذ المقاوم للصدأ، يجب تضييق فتحة V قليلًا للتحكم بشكل أفضل في الاسترداد المرن للمادة وتقليل الارتداد المرن.
اختيار نصف قطر أصغر للسنّ
إن نصف قطر رأس اللكمة الأصغر يزيد من التشوه اللدن للمعدن أثناء الثني، مما يقلل الجزء من الاسترداد المرن الذي يسبب الارتداد. ومع ذلك، من المهم تحقيق توازن: فالنصف القطر الصغير جدًا يزيد خطر تشقق المادة، خاصة عند العمل مع الفولاذ عالي المتانة.
زيادة قوة الثني وإتقان أساليب الثني القاعي
يُعد زيادة عمق اختراق اللكمة داخل القالب استراتيجية فعّالة للغاية أخرى للحد من الارتداد المرن المفرط في مكبس الثني.
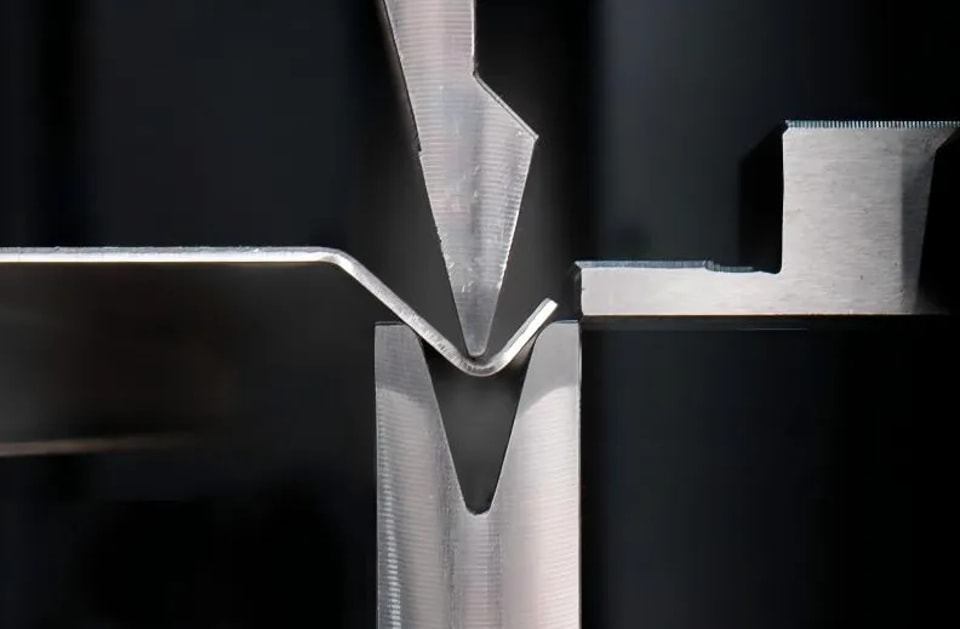
الثني الهوائي مقابل الثني القاعي
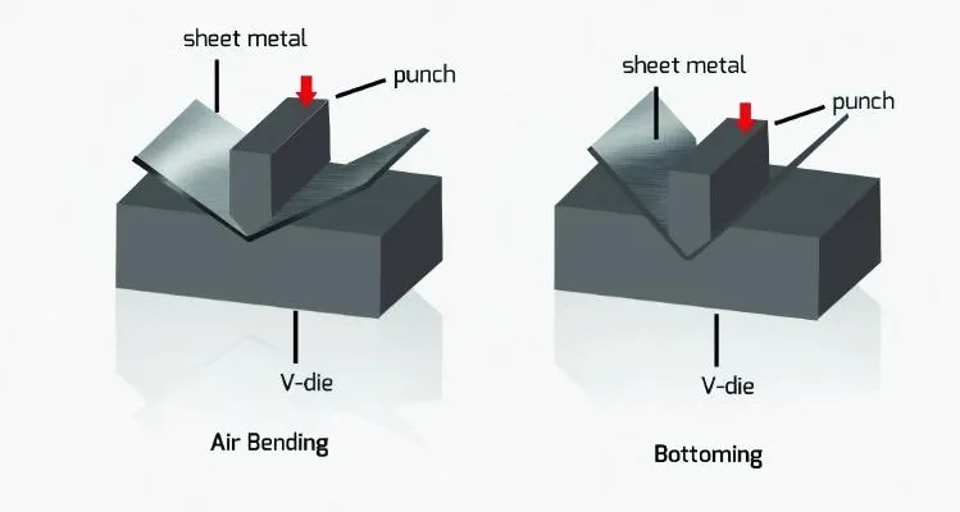
يميل الثني الهوائي إلى إنتاج ارتداد مرن أكبر لأن المادة لا تُجبر بالكامل على الدخول في تجويف القالب أثناء عملية الثني.
عندما تسمح مواصفات المشروع، فإن التحول إلى أي من هاتين الطريقتين يمكن أن يقلل الارتداد المرن بشكل كبير:
• الثني القاعي
• الوسم (Coining)
يُعدّ الوسم فعالًا بشكل خاص في تقليل الارتداد المرن لأنه يجبر المادة على الخضوع لتشوه لدن يتجاوز حدها المرن. ومع ذلك، تتطلب هذه الطريقة قوة أعلى، كما يحتاج مكبس الثني إلى سعة تحميل كافية.
قبل استخدام الثني القاعي أو الوسم، احسب دائمًا القوة المطلوبة باستخدام جدول قوة الثني لتجنب تحميل الماكينة أكثر من طاقتها والتسبب في تلفها.
نصائح متعلقة بالمواد لتقليل الارتداد المرن في ثني الصفائح المعدنية
تُظهر المواد المختلفة لألواح المعادن سلوكيات مميزة أثناء عملية الثني، ولكل منها نطاق ارتداد مرن نموذجي ينبغي مراعاته:
• الفولاذ المقاوم للصدأ 304: من درجتين إلى 3 درجات
• الألمنيوم الطري: من 1.5 إلى درجتين
• الفولاذ المدرفل على البارد: من 0.75 إلى 1.0 درجة
• الفولاذ المدرفل على الساخن: من 0.5 إلى 1.0 درجة
• النحاس والنحاس الأصفر: من 0.00 إلى 0.5 درجة
اعتبارات الفولاذ عالي المتانة والفولاذ المقاوم للصدأ
تتمتع هذه المواد بمقاومة خضوع أعلى من الفولاذ الطري، وهو ما ينعكس مباشرة في زيادة الارتداد المرن في مكبس الثني.
عند ثني الفولاذ عالي المقاومة أو الفولاذ المقاوم للصدأ، اتبع الخطوات التالية لتقليل الارتداد المرن إلى الحد الأدنى:
• قلّص فتحة قالب الـV
• زد قيمة تعويض الثني الزائد
• تأكد من تموضع مقياس الارتكاز الخلفي بدقة مطلقة
• أجرِ عدة عمليات ثني تجريبية قبل بدء الإنتاج الكمي
تأثير اتجاهات الحبيبات والدرفلة
من الضروري أيضًا التحقق من اتجاه ألياف المادة عند التخطيط لعملية الثني. فثني المادة بشكل عمودي على اتجاه الدرفلة لا يقلل فقط من خطر التشقق، بل يحسن أيضًا اتساق زاوية الثني، مما يحد أكثر من تباين الارتداد المرن.
يُعد التحكم في المادة جانبًا غالبًا ما يُغفل عنه في ثني الصفائح المعدنية، لكنه يؤثر بشكل كبير في دقة الثني النهائية ودرجة الارتداد المرن.
معايرة الماكينة ودقة المقياس الخلفي

حتى أفضل الأدوات وأدق تعويض محسوب للزاوية لن يحد من الارتداد المرن إذا لم يكن مكبس الثني نفسه مضبوطًا وصيانته جيدة.
التحقق من توازي الكباس
إذا لم يكن الكبّاس في مكبس الثني موازيًا لطاولة العمل، فستظهر إحدى جهتي القطعة المثنية ارتدادًا مرنًا أكبر من الأخرى، مما يؤدي إلى زوايا غير متسقة. افحص توازي الكباس بانتظام باستخدام أداة قياس دقيقة لاكتشاف هذه المشكلة وتصحيحها مبكرًا.
معايرة نظام المقياس الخلفي
إن عدم دقة تموضع مقياس الارتكاز الخلفي يغيّر طول الحافة المثنية، مما يربك بشكل غير مباشر اتساق زاوية الثني ويزيد من مشاكل الارتداد المرن. لذا فإن إتقان معايرة نظام مقياس الارتكاز الخلفي في مكبس الثني ضروري للحد من تباينات الثني والارتداد المرن.
تُعد الصيانة المنتظمة للآلة والمعايرة الدورية من العوامل الأساسية للحد من أخطاء الثني المتراكمة التي تؤدي إلى ارتداد مرن مفرط.
الأسئلة الشائعة
لماذا يكون الارتداد المرن في مكبس الثني أكثر وضوحًا في الفولاذ المقاوم للصدأ؟
يتميز الفولاذ المقاوم للصدأ بقوة شد أعلى ومرونة أكبر من الفولاذ الطري، ما يعني أنه يخضع لاستعادة مرنة أكبر بعد إزالة قوة الثني، وهو ما يؤدي إلى ارتداد مرن أشد.
ما أكثر طريقة فعّالة لتقليل الارتداد المرن في مكبس الثني دون استبدال العدد؟
الحل الأكثر عملية هو تطبيق تعويض مُتحكم به للثني الزائد في متحكم الـCNC—ويتم ذلك أولًا بإجراء ثنيات تجريبية، ثم قياس مقدار الارتداد المرن الفعلي، وبعدها إدخال قيمة التعويض المناسبة في البرنامج.
هل تؤدي زيادة القوة دائمًا إلى تقليل الارتداد المرن؟
ليس بالضرورة. يمكن أن يساعد زيادة القوة بالطن لتعزيز عمق الاختراق في تقليل الارتداد المرن، لكن القوة الزائدة قد تتلف أدوات مكبس الثني وحتى الآلة نفسها. إن استخدام تقنيات التثبيت السفلي المُتحكم فيه أو النقش بالضغط يُعد نهجًا أكثر فاعلية وأمانًا للحد من الارتداد المرن.
كيف يمكن حساب الارتداد المرن بدقة عالية؟
الطريقة الأكثر موثوقية هي إجراء ثنية تجريبية باستخدام مادة الإنتاج الفعلية والسماكة نفسها، وقياس زاوية الثني النهائية باستخدام مقياس زاوية رقمي، ثم مقارنة هذه القراءة بالزاوية المبرمجة مسبقًا. والفرق العددي بينهما هو قيمة التعويض الدقيقة التي تحتاج إلى استخدامها.
الخلاصة
إن الارتداد المرن في مكبس الثني ظاهرة فيزيائية لا يمكن تجنبها في ثني الصفائح المعدنية، لكن الارتداد المفرط يمكن التحكم فيه بالكامل. ومن خلال فهم الخصائص الفريدة للمواد التي تعمل عليها، واختيار الأدوات المناسبة، وتطبيق تعويض دقيق للثني الزائد، والتأكد من أن مكبس الثني مضبوط وصيانته جيدة، يمكنك تحسين دقة الثني بشكل كبير وتحقيق نتائج إنتاج متسقة.
إذا كنت تعاني من عدم استقرار زوايا الثني أو تتلقى شكاوى جودة مرتبطة بالارتداد المرن، فابدأ بتحليل العوامل الجذرية وراء الارتداد المفرط بدلًا من إجراء تعديلات عشوائية ومتكررة على برامج الـCNC. وللحصول على إرشاد احترافي بشأن اختيار الأدوات، أو حساب القوة بالطن، أو إعدادات تعويض الـCNC، لا تتردد في التواصل مع فريقنا الفني. نحن دائمًا على استعداد لمساعدتك في تحقيق نتائج ثني مستقرة وعالية الدقة في جميع مشاريع الصفائح المعدنية الخاصة بك.
