- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






سرعة اللحام بالليزر، طاقة الليزر وسماكة المادة
سرعة اللحام بالليزر، طاقة الليزر وسماكة المادة

إن العلاقة بين سرعة اللحام بالليزر، والقدرة، وسماكة المادة تُعد عاملًا حاسمًا في تحديد جودة عمليات اللحام وكفاءتها. فهذه العوامل الثلاثة — سرعة اللحام، وقدرة الليزر، وسماكة المادة — مترابطة ويجب تحسينها للحصول على لحامات قوية وخالية من العيوب. كما أن فهم كيفية تفاعلها أمر بالغ الأهمية لصناعات مثل السيارات والفضاء والتصنيع، حيث تكون الدقة وسلامة المادة في غاية الأهمية.
مقدمة أساسية عن ماكينة اللحام بالليزر
تستخدم ماكينة اللحام بالليزر نبضات ليزر عالية الطاقة لتسخين المادة محليًا في مساحة صغيرة، ثم تقوم بنقل الحرارة لإذابة المادة وتحقيق اللحام. ويشمل مبدأ عملها بشكل أساسي الجوانب التالية:
l التركيز البصري: تستخدم ماكينة اللحام بالليزر شعاع الليزر الناتج من مصدر الليزر، ومن خلال العدسات أو المرايا وغيرها من المكونات البصرية، يتم تركيز طاقة الليزر على نقطة اللحام.
l نقل الحرارة: عندما يُسلَّط شعاع الليزر على سطح قطعة العمل، تمتص المادة طاقة الليزر وتتحول إلى طاقة حرارية. ثم تنتقل هذه الطاقة تدريجيًا عبر الجزء المعدني الموصل في وصلة اللحام بواسطة التوصيل الحراري، مما يؤدي إلى ارتفاع درجة حرارته.
l الانصهار والامتزاج: عندما يتعرض سطح المعدن لدرجة حرارة عالية بما يكفي، يبدأ المعدن بالانصهار وتتشكل بركة منصهرة. وتحت تأثير شعاع الليزر، تنتشر البركة المنصهرة وتمتزج بسرعة لتحقيق اتصال الوصلة المعدنية.
l التبريد والتصلب: بعد توقف شعاع الليزر، تبرد البركة المنصهرة تدريجيًا وتكوّن وصلة ملحومة أثناء عملية التصلب. وخلال هذه العملية، تعيد جزيئات المعدن ترتيب نفسها وتتبلور لتشكل وصلة لحام قوية.
مزايا ماكينة اللحام بالليزر
l دقة عالية: يمكنها تحقيق دقة لحام على مستوى الميكرون، وهي مناسبة بشكل خاص لمتطلبات اللحام للهياكل الدقيقة والمعقدة.
l سرعة عالية: خاصة في وضع اللحام بالانصهار العميق، وبسبب تركيز طاقة الليزر، تكون البركة صغيرة وعميقة، مما يؤدي إلى سرعة لحام عالية وكفاءة إنتاج مرتفعة.
l تشوه أقل: بالمقارنة مع طرق اللحام التقليدية، يتميز اللحام بالليزر بكمية حرارة أقل وتأثير محدود على المادة المحيطة، مما يساعد على تقليل التشوه بعد اللحام.
l منطقة تأثر حراري صغيرة: يمكنها تقليل الضرر الحراري للمادة المحيطة وتحسين جودة الوصلات الملحومة.
قدرة اللحام بالليزر والسرعة وسماكة المادة
1. مصدر طاقة اللحام بالليزر
تُعد قدرة الليزر العامل الحاسم في تحديد عمق اختراق اللحام وإجمالي الطاقة المُدخلة أثناء اللحام. فهي تحدد الحرارة اللازمة لإذابة المواد الأساسية وتكوين حوض اللحام. وبالنسبة للألواح الأكثر سماكة، عادةً ما تكون هناك حاجة إلى قدرة ليزر أعلى لتحقيق عمق اختراق كافٍ، بينما يمكن حماية المواد الأرق من الذوبان المفرط أو الاحتراق النافذ باستخدام إعدادات قدرة أقل.
l قدرة أعلى: يمكنها تحقيق اختراق أعمق، وهي مناسبة للحام المواد الأكثر سماكة. ومع ذلك، إذا كانت القدرة على اللوح الرقيق مرتفعة جدًا، فقد يؤدي ذلك إلى عدم استقرار الثقب الصغير، والتناثر، وحتى عيوب الاحتراق النافذ.
l خفض استهلاك القدرة: يكون أكثر ملاءمة للألواح الرقيقة، إذ يوفّر تحكمًا أفضل ويمنع ارتفاع الحرارة الذي قد يسبب تشوه المادة أو ذوبانها.
يجب اختيار قدرة الليزر بعناية وفقًا لسماكة المادة لضمان الاندماج السليم وعدم وجود عيوب.

2. سرعة اللحام
تشير سرعة اللحام إلى المعدل الذي يتحرك به شعاع الليزر على طول وصلة اللحام. وهي تؤثر في كمية الحرارة المُدخلة لكل وحدة طول، وتُعد عاملًا رئيسيًا في تحديد جودة اللحام. وهناك علاقة مباشرة بين سرعة اللحام وقدرة الليزر، إذ إن زيادة أحدهما تتطلب عادةً تعديل الآخر للحفاظ على أداء اللحام المطلوب.
l سرعة لحام أعلى: تقلل من كمية الحرارة المُدخلة لكل وحدة طول من اللحام، وهو ما يفيد المواد الرقيقة ويجنبها ارتفاع الحرارة والتشوه. ومع ذلك، إذا كانت السرعة عالية جدًا بالنسبة لقدرة معينة، فقد لا يكون اختراق اللحام كافيًا، مما يؤدي إلى وصلات ضعيفة أو اندماج غير كامل.
l خفض سرعة اللحام: يزيد من كمية الحرارة المُدخلة لإذابة كمية أكبر وتحقيق اختراق أعمق داخل المادة الأساسية. وهذا مفيد للألواح السميكة، لكنه قد يسبب ارتفاع حرارة المواد الرقيقة أو تدفقًا مفرطًا للمعدن المنصهر.
يُعد استخدام أفضل سرعة للحام أمرًا بالغ الأهمية لتحقيق التوازن في كمية الحرارة المُدخلة وتجنب عيوب اللحام الشائعة مثل المسامية أو التشقق أو التشوه.
3. سماكة المادة
تلعب سماكة مواد اللحام دورًا حاسمًا في تحديد القدرة المطلوبة وسرعات اللحام المسموح بها. فالألواح الأكثر سماكة تحتاج إلى حرارة أكبر لتحقيق اختراق كامل، ما يعني أن الليزر يجب أن يعمل بمستويات قدرة أعلى، وقد يلزم خفض سرعة اللحام لإتاحة وقت كافٍ لامتصاص الحرارة. وعلى العكس، تتطلب الألواح الأرق قدرة أقل وسرعات أعلى لمنع زيادة الحرارة المُدخلة التي قد تؤدي إلى الذوبان أو الاحتراق النافذ.
l الألواح الأكثر سماكة: تتطلب طاقة أكبر لتحقيق اختراق كامل. يجب أن يوفر الليزر قدرة أعلى، كما يجب أن تكون سرعة اللحام أبطأ لنقل ما يكفي من الطاقة إلى المادة.
l الألواح الأرق: تتطلب طاقة أقل، لذا يمكن خفض قدرة الليزر وزيادة سرعة اللحام. كما أن المواد الرقيقة أكثر عرضة للتشوه الناتج عن الحرارة، لذا فإن التحكم الدقيق في هذه المتغيرات أمر بالغ الأهمية.
التفاعل بين القدرة والسرعة والسماكة
العلاقة بين سرعة اللحام بالليزر والقدرة وسماكة الصفيحة هي عملية موازنة دقيقة. فلكل سماكة من المواد توجد تركيبة مثالية من قدرة الليزر وسرعة اللحام لضمان جودة لحام عالية وعمق اختراق صحيح وأقل قدر ممكن من العيوب.
على سبيل المثال، عند لحام الألواح الفولاذية السميكة، فإن زيادة قدرة الليزر دون تعديل سرعة اللحام قد تؤدي إلى زيادة مفرطة في الحرارة المُدخلة، مما يسبب عيوبًا مثل الالتواء أو حبات لحام عريضة جدًا. وعلى العكس، فإن خفض سرعة اللحام دون زيادة القدرة قد يؤدي إلى اختراق مفرط في العمق، ما قد يسبب ارتفاع حرارة المادة. أما في المواد الرقيقة، فإن القدرة الزائدة مع بطء سرعة اللحام قد تؤدي إلى ذوبان مفرط أو احتراق نافذ للمادة.
العلاقة بين سرعة اللحام بالليزر وسماكة الصفيحة
تتطلب الألواح السميكة سرعة لحام أبطأ
عند لحام الألواح السميكة بالليزر، تحتاج المادة إلى مزيد من الحرارة لتحقيق اختراق كامل وضمان قوة وصل كافية. لذلك، من الضروري خفض سرعة اللحام لإتاحة وقت كافٍ لشعاع الليزر لنقل الحرارة عبر السماكة الكاملة للمادة. وإذا كانت سرعة اللحام عالية جدًا، فلن تخترق طاقة الليزر بالكامل، مما قد يؤدي إلى عمق اختراق غير كافٍ أو لحامات متقطعة أو قوة وصل غير كافية.
l اللوح السميك (أكثر من 6 مم): يجب أن تكون سرعة اللحام بطيئة لضمان أن طاقة الليزر يمكنها اختراق السماكة الكاملة للوح لتكوين لحام مستقر وعالي المتانة.
يمكن لحام الألواح الرقيقة بسرعة أكبر
مقارنةً بالألواح السميكة، تتطلب المواد الرقيقة (أقل من 2 مم) حرارة أقل، ما يتيح لليزر اختراق السماكة الكاملة بسهولة أكبر. وهذا يسمح بسرعات لحام أعلى تمنع بفعالية ارتفاع الحرارة أو الذوبان المفرط، وبالتالي تجنب تشوه اللحام أو الاحتراق النافذ. بالإضافة إلى ذلك، يمكن أن تؤدي سرعات اللحام الأعلى إلى تحسين الكفاءة الإجمالية بشكل ملحوظ.
l اللوح الرقيق (أقل من 2 مم): يجب أن تكون سرعة اللحام عالية لتقليل التشوه والاحتراق النافذ وغير ذلك من عيوب اللحام الناتجة عن ارتفاع حرارة المادة.
تأثير قدرة الليزر على سرعة اللحام وسماكة الصفيحة
تحدد قدرة الليزر كمية الطاقة المُدخلة أثناء اللحام. وتوفر الليزرات عالية القدرة خرجًا حراريًا أقوى، ما يجعلها مثالية للحام المواد الأكثر سماكة، بينما تكون الليزرات منخفضة القدرة أكثر ملاءمة للألواح الرقيقة. وعند اختيار سرعة اللحام، من الضروري مواءمة قدرة الليزر مع سماكة اللوح لضمان اختراق كافٍ دون التسبب في ارتفاع حرارة المادة.
لحام الألواح السميكة بليزر عالي القدرة
عند لحام الألواح الأكثر سماكة، تكون هناك حاجة إلى قدرة ليزر أعلى لضمان انتقال حرارة كافية إلى المادة لتكوين حوض انصهار مستقر. ومع سرعة لحام أقل، يمكن لطاقة الليزر أن تسخن المادة بشكل متجانس على مدى فترة أطول لضمان عمق الاندماج.
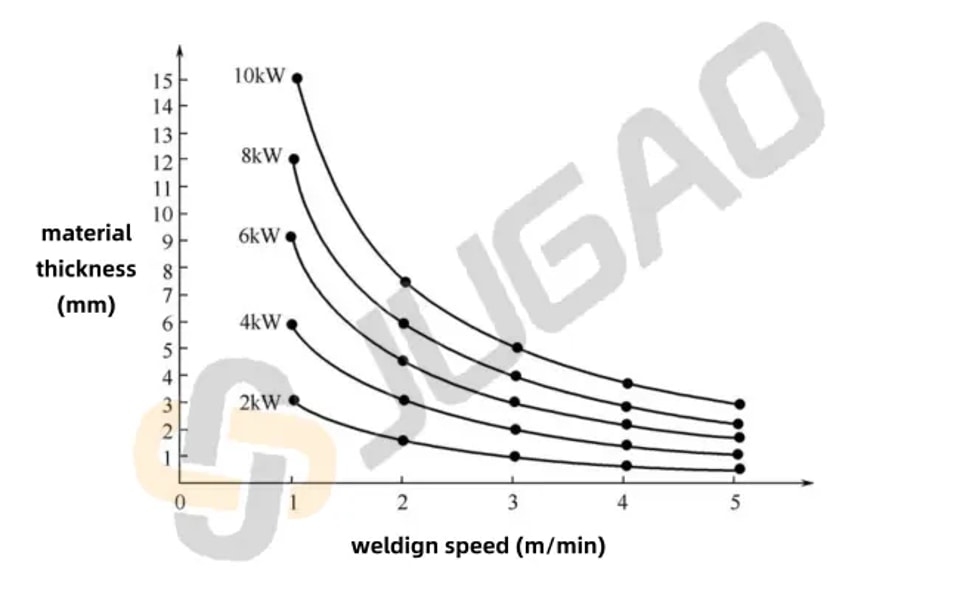
l قدرة 6 كيلوواط لحام لوح سميك (10 مم): تتراوح سرعة اللحام عادةً بين 0.5 و1.2 م/دقيقة.
لحام الألواح الرقيقة بليزر منخفض القدرة
في لحام الألواح الرقيقة، تساعد القدرة المنخفضة والسرعات الأعلى على منع ارتفاع الحرارة وتشوه اللحام. وعادةً، عندما تكون قدرة الليزر في نطاق 2-3 كيلوواط، يمكن معالجة الألواح التي يقل سمكها عن 2 مم.
l قدرة 2 كيلوواط لحام لوح رقيق (1 مم): تتراوح سرعة اللحام عادةً بين 5 و10 م/دقيقة.
جدول مقارنة قدرة وسرعة ماكينة اللحام بالليزر
فيما يلي مقارنة بين قدرة ماكينة اللحام بالليزر وسرعة اللحام في ظروف مختلفة لسماكة الألواح:
سماكة المادة (مم) | قدرة الليزر (كيلوواط) | سرعة اللحام (م/دقيقة) |
1.0 | 2.0 | 7.0 |
2.0 | 3.0 | 4.5 |
4.0 | 4.0 | 2.5 |
6.0 | 6.0 | 1.2 |
8.0 | 8.0 | 0.8 |
10.0 | 10.0 | 0.6 |
l اللوح الرقيق (1-2 مم): إن الجمع بين قدرة منخفضة (2-3 كيلوواط) وسرعة لحام عالية (5-10 م/دقيقة) مناسب لهذا النوع من اللحام، لأنه يضمن تشغيلًا سريعًا دون توليد حرارة مفرطة.
l اللوح المتوسط والسميك (4-6 مم): يمكن أن تضمن القدرة المتوسطة (4-6 كيلوواط) مع سرعة لحام متوسطة (1-3 م/دقيقة) عمق الاندماج وتجنب منطقة التأثير الحراري الواسعة بشكل مفرط.
l الألواح السميكة (>6 مم): بالنسبة للألواح السميكة، يُستخدم طاقة عالية (8-10 كيلوواط) مع سرعة لحام بطيئة (0.5-1 م/دقيقة) لضمان اختراق حرارة كافية داخل المادة وتشكيل وصلة عالية المتانة.
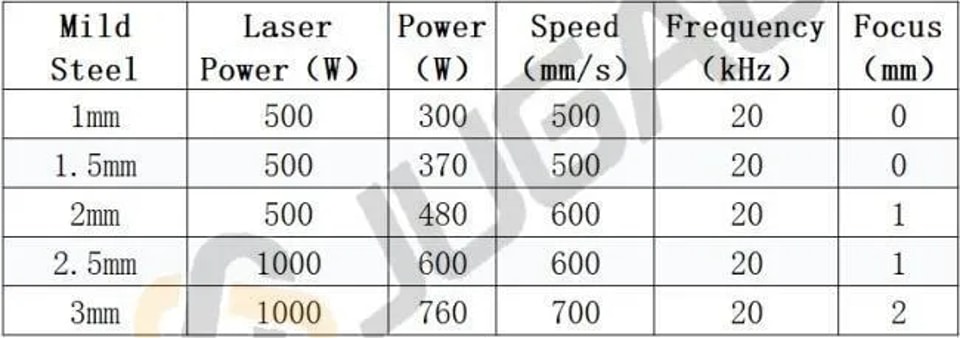
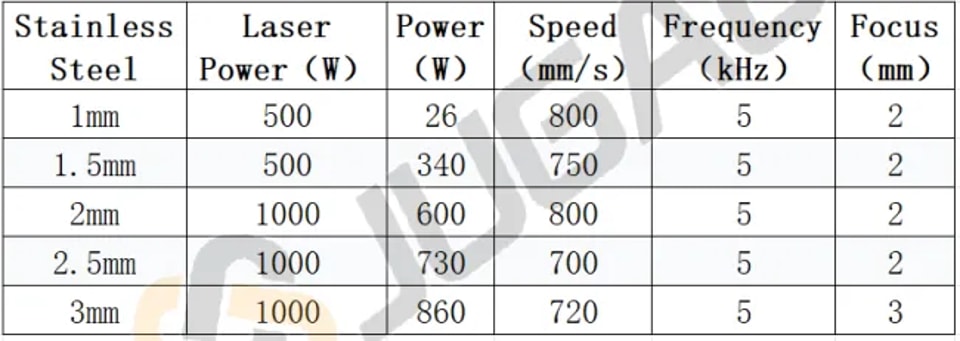
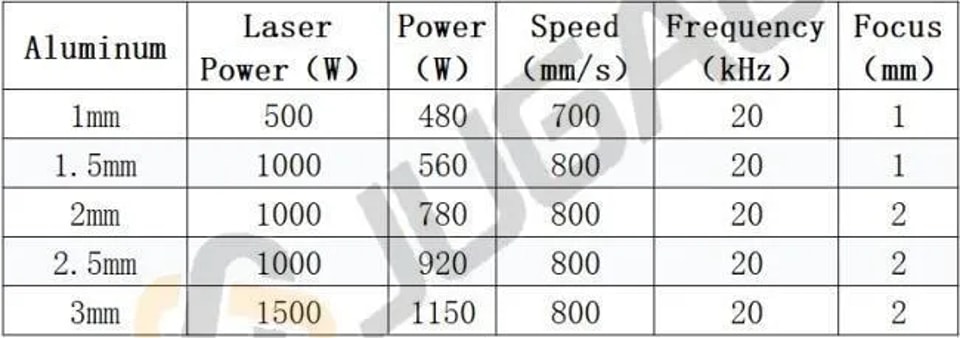
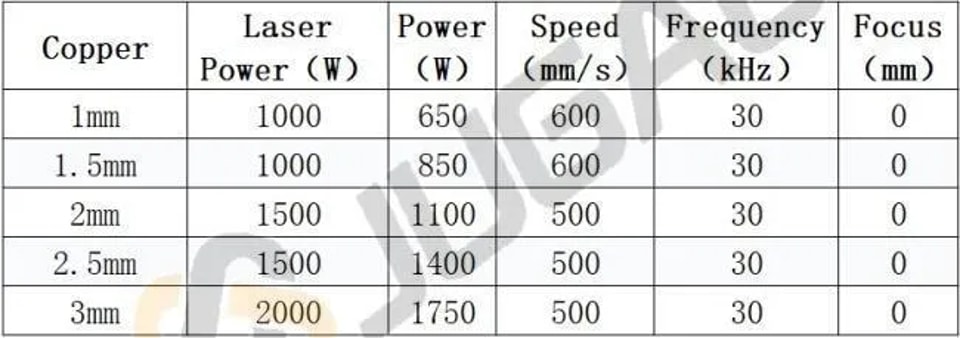
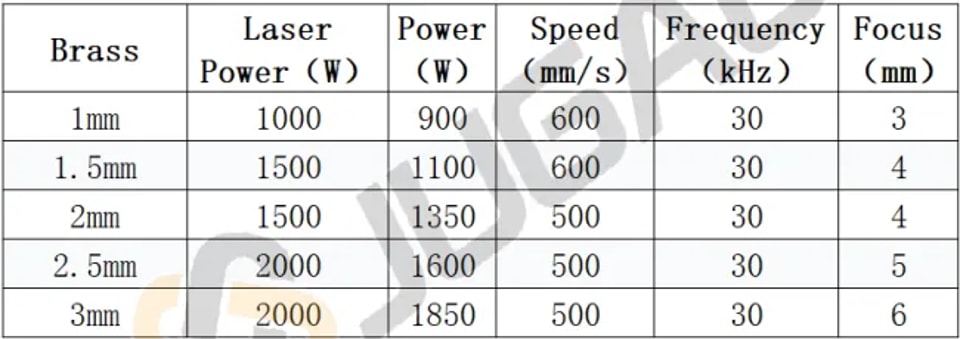
مخطط قدرة اللحام بالليزر والسماكة والسرعة
اللحام بالليزر تقنية وصل دقيقة توفر لحامًا عالي السرعة وعالي الجودة لمختلف سماكات المعادن. وتُعد العلاقة بين قدرة الليزر وسماكة المادة وسرعة اللحام أمرًا بالغ الأهمية لتحقيق أفضل النتائج. يقدّم هذا المخطط الشامل تفاصيل هذه المعايير للمواد الشائعة.
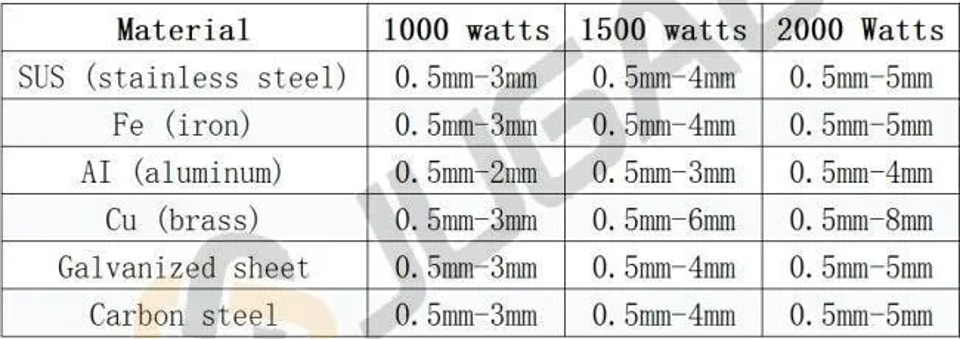
مفولاذ منخفض الكربون
ففولاذ غير قابل للصدأ
أألمنيوم
ننحاس
سالنحاس الأصفر
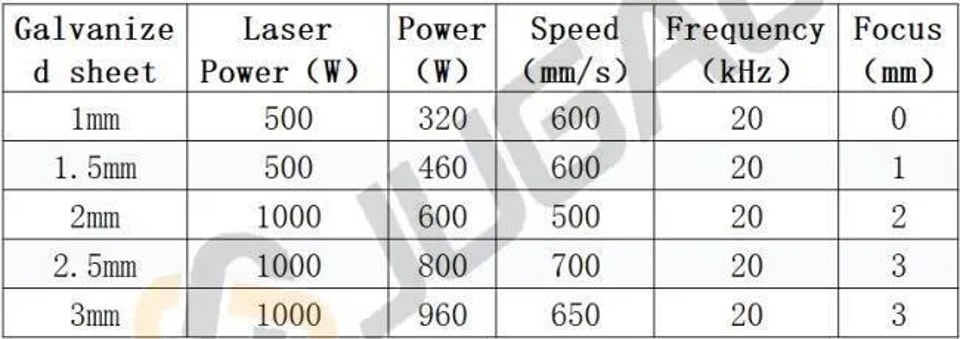
مصفيحة مجلفنة
الخلاصة
باختصار، تتطلب الألواح السميكة عمومًا قدرة أعلى وسرعات لحام أبطأ، بينما تحتاج المواد الأرق إلى قدرة أقل وسرعات لحام أعلى. ويضمن هذا التوازن الدقيق كفاءة أفضل في استخدام الطاقة وجودة لحام فائقة. إن فهم هذه العلاقات المتبادلة يمكّن المصنّعين من تحسين عملياتهم وفقًا للتطبيقات والمواد والسماكات المحددة، مما يؤدي إلى لحامات أقوى وأكثر موثوقية مع عيوب أقل.
