- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






التحكم في حرارة آلة ثني الأنابيب: تجاهل هذه النقاط سيؤدي إلى منتجات هدر فقط
التحكم في حرارة آلة ثني الأنابيب: تجاهل هذه النقاط سيؤدي إلى منتجات هدر فقط

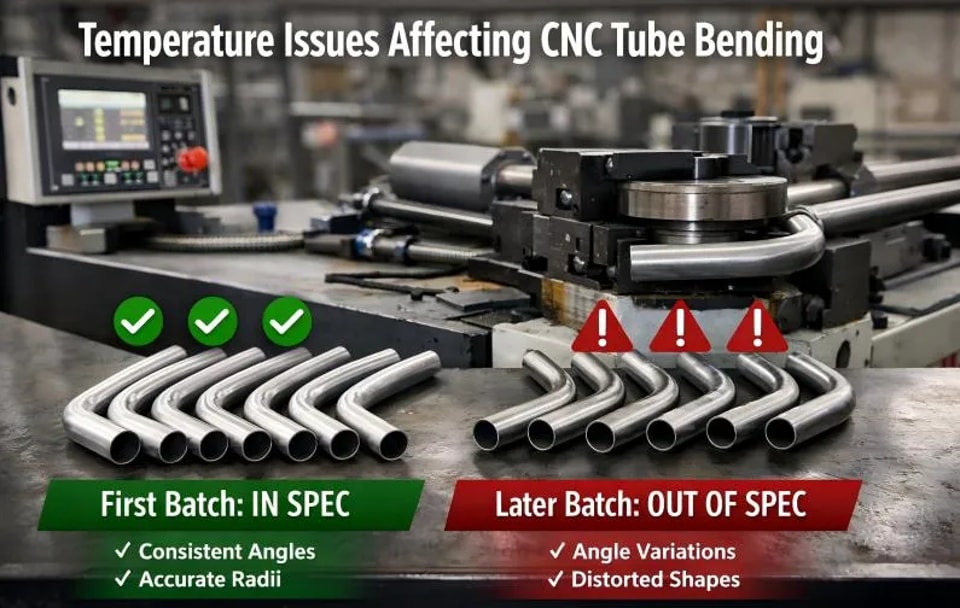
عندما تمضي وقتًا في الورشة، ستلاحظ ظاهرة غريبة: تعمل ماكينة ثني الأنابيب نفسها بشكل ممتاز في الصيف، لكن المشكلات تظهر في الشتاء—تتشقق الأنابيب، وتصبح الزوايا غير مستقرة، وتظهر تجعدات على الأسطح. يقضي كثيرون وقتًا طويلًا في ضبط البرامج وتغيير القوالب، لكن المشكلة في الواقع تكمن في درجة الحرارة.
قد تبدو درجة الحرارة أمرًا غير مهم، لكن تأثيرها في جودة ثني الأنابيب أكبر بكثير مما تتخيل. وفيما يلي سأفصل العوامل الثلاثة الأكثر تأثيرًا في درجة الحرارة بالتفصيل.
I. انخفاض درجة حرارة الأنبوب: التشقق أثناء الثني
تُعد هذه مشكلة شائعة في فصل الشتاء. إذ تشهد فولاذ الكربون والفولاذ المقاوم للصدأ وحتى بعض سبائك الألومنيوم انخفاضًا ملحوظًا في اللدونة عند درجات الحرارة المنخفضة. وتقل الاستطالة في المواد المعدنية مع انخفاض درجة الحرارة؛ وببساطة تصبح «هشّة».
عند ثني الأنبوب، يكون الجانب الخارجي تحت شدّ، ما يؤدي إلى أكبر قدر من التشوه. وإذا كانت مادة الأنبوب أصلًا هشة، فستظهر شقوق دقيقة بعد الشد إلى حدٍّ معين. وفي الحالات الخفيفة، تظهر طبقة كثيفة من الشقوق الدقيقة على السطح الخارجي للثنية؛ أما في الحالات الشديدة، فقد يتشقق الأنبوب بالكامل ويصبح غير صالح للاستخدام.
إلى أي مدى يُعدّ منخفضًا؟ عمومًا، يُنصح بالحذر عندما تكون درجة حرارة الأنبوب أقل من 10℃. وبالنسبة للفولاذ المقاوم للصدأ، تزداد مخاطر التشقق بشكل كبير عند الثني دون 5℃.
ما العمل؟
في الشتاء، انقل الأنابيب إلى الورشة قبل يومٍ مسبقًا لتسمح لها بالدفء؛ ولا تضعها مباشرةً على الماكينة بعد تركها في الخارج طوال الليل وهي مجمّدة.
إذا كنت على عجلة، فاستخدم سخانًا (مسدس هواء ساخن، فرن) لرفع درجة حرارة الأنابيب إلى أكثر من 15℃ قبل ثنيها. احرص على التسخين بشكل متساوٍ، وليس من جهة واحدة فقط.
بالنسبة للفولاذ عالي المتانة والأنابيب سميكة الجدار، يُوصى بالتسخين المسبق إلى 20-25℃.
مثال واقعي: في الشتاء الماضي، اتصل أحد العملاء وقال إن أنابيب الفولاذ المقاوم للصدأ لديه كانت تتشقق باستمرار أثناء الثني. سألتُه عن مكان تخزين الأنابيب، فقال إنها في ساحة التخزين المكشوفة، حيث كانت تُجفف مباشرةً في الصباح عند -3 درجات مئوية. قلت له أن يضعها في الورشة لمدة يوم ثم يحاول مرة أخرى. وفي اليوم التالي اتصل ليقول إن كل شيء كان على ما يرام، ولم يتشقق أي أنبوب.
II. درجة حرارة زيت هيدروليكي غير صحيحة: زاوية غير مستقرة
يُعد زيت الهيدروليك بمثابة شريان الحياة لماكينة ثني الأنابيب؛ إذ تؤثر درجة حرارته مباشرةً في سرعة استجابة النظام واستقرار الضغط.
**درجة حرارة زيت غير كافية (أقل من 15℃) :** تكون لزوجة زيت الهيدروليك مرتفعة جدًا، مما يؤدي إلى ضعف الانسيابية. وتصبح حركة ذراع الثني بطيئة أو متقطعة، أو حتى «تزحف»—أي تتحرك قليلًا ثم تتوقف. وهذا يؤدي إلى انضغاط غير متساوٍ للسطح الداخلي للأنبوب، ما يسبب بسهولة تجاعيد متموجة. وعلاوةً على ذلك، عند انخفاض درجة حرارة الزيت يتراكم الضغط في النظام ببطء، وتصبح قوة الثني غير مستقرة، وتتذبذب الزاوية.
**درجة حرارة زيت غير كافية (أعلى من 55℃) :** يصبح الزيت أكثر سيولة، وتنخفض اللزوجة، وتزداد التسربات الداخلية. فالزيت الذي كان ينبغي أن يدفع الأسطوانة يتسرب عبر الفجوات، مما يقلل الضغط الفعلي الواصل إلى ذراع الثني. والنتيجة: برنامج مضبوط على 90 درجة قد يعطي ثنية بزاوية 87 درجة فقط، كما أن الارتداد في كل أنبوب سيكون غير متسق، ما يؤدي إلى زوايا غير متساوية. كما أن ارتفاع الحرارة لفترة طويلة يسرّع أيضًا تقادم الأختام، مما يؤدي إلى مزيد من تسرب الزيت.
النطاق المثالي: 35℃-50℃ ضمن هذا النطاق، يكون زيت الهيدروليك ذا انسيابية جيدة، وضغط مستقر، وعمر أطول للأختام.
كيف نتحكم في درجة الحرارة؟
بعد تشغيل الماكينة، اتركها تعمل دون حمل لمدة 5-10 دقائق ليرتفع زيت الهيدروليك تدريجيًا. لا تبدأ التشغيل فورًا.
أثناء العمل المستمر، راقب مقياس حرارة الزيت. إذا تجاوز 50℃، فشغّل مبرد الزيت أو مروحة التبريد.
في الشتاء، إذا كان الجو باردًا جدًا، يمكنك إضافة قضيب تسخين إلى خزان الزيت (كن حذرًا، ولا تدعه يجف).
إذا ظلت درجة حرارة الزيت مرتفعة باستمرار، فتحقق مما إذا كان المبرد مسدودًا أو إذا كانت المروحة لا تعمل.

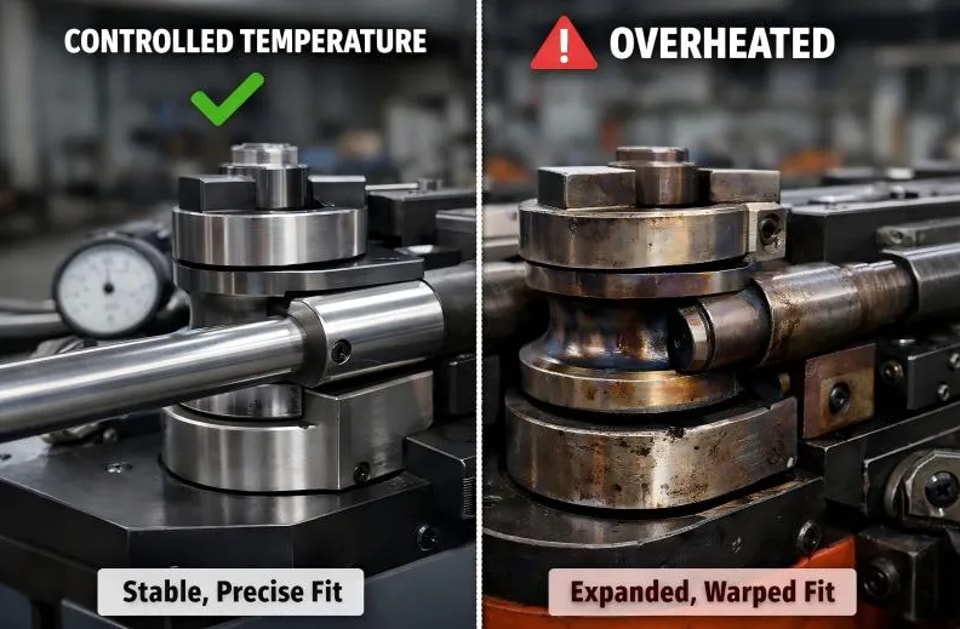
III. ارتفاع الحرارة بسبب الاحتكاك بين القالب والأنبوب: خدش السطح وتجعده
كثيرون لا ينتبهون إلى هذا الأمر. أثناء الثني المستمر عالي السرعة للأنابيب، قد يؤدي الاحتكاك الشديد بين الأنبوب والقالب إلى ارتفاع الحرارة موضعيًا إلى أكثر من 100°°م.
تسبب درجات الحرارة المرتفعة ثلاث مشكلات:
أولًا، تتلف طبقة زيت الثني. تحتوي زيوت الثني الخاصة على إضافات لتحمل الضغط الشديد، تُكوّن طبقة زيت تحت الضغط العالي لفصل الأسطح المعدنية. وعند ارتفاع الحرارة، تتمزق هذه الطبقة، ما يسمح بملامسة المعدن للمعدن مباشرةً ويؤدي إلى خدوش عريضة على سطح الأنبوب.
ثانيًا، تلين مادة سطح القالب. فبعض أنواع فولاذ القوالب تتصلب عند درجات الحرارة العالية، مما يؤدي إلى التصاق برادة المعدن من الأنبوب بالقالب وتكوين حافة متراكمة. وتكون هذه الحافة المتراكمة صلبة وحادة، فتخدش مقاطع الأنابيب اللاحقة أكثر.
ثالثًا، يلين الأنبوب موضعيًا. فإذا كانت درجة الحرارة في منطقة الضغط داخل الأنبوب مرتفعة جدًا، تلين المادة ولا تعود قادرة على تحمل قوة الانضغاط، فتتكوّن تجاعيد كبيرة مباشرةً.
كيف نتجنب ذلك؟
لا تضغط دورة العمل بشدة. بعد ثني عشرات الأنابيب على التوالي، أرح الماكينة لبضع دقائق ليتسنى للقالب أن يبرد.
استخدم زيت ثني خاصًا مقاومًا لدرجات الحرارة العالية؛ ولا تستخدم زيت الماكينات العادي.
نظّف سطح القالب بانتظام، وابرد الحواف المتراكمة فورًا.
لإنتاج الكميات الكبيرة، فكّر في تركيب جهاز تبريد دقيق (تبريد بالهواء أو تبريد بضباب الزيت).
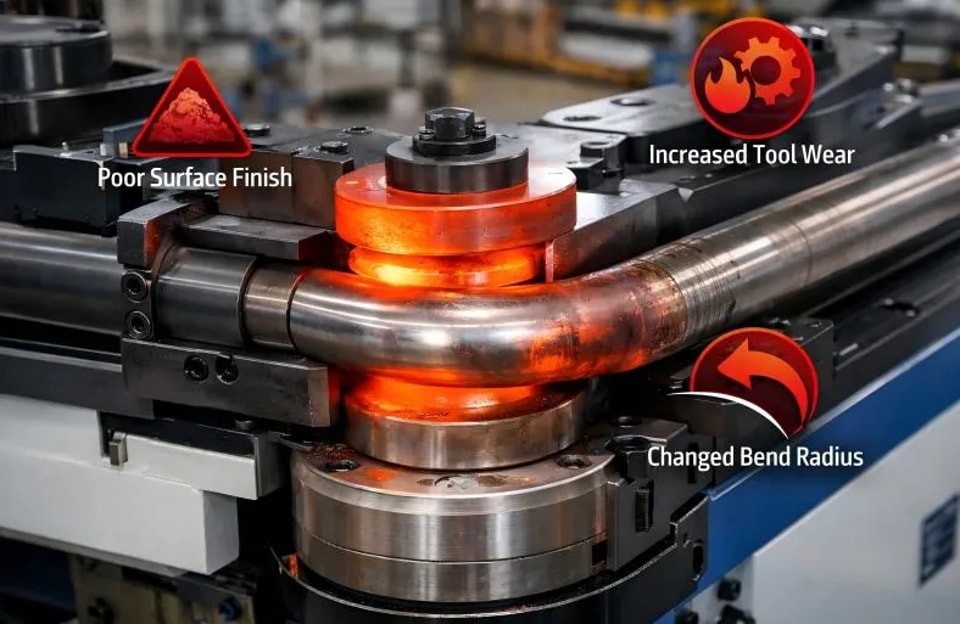
IV. عملية خاصة: الثني بالتسخين بالحث
تستخدم بعض المصانع التسخين بالحث للمساعدة في ثني الأنابيب. يُسخَّن الأنبوب موضعيًا قبل الثني، مما يقلل قوة الثني ويمنع التشقق. ومع ذلك، تتطلب هذه التقنية تحكمًا دقيقًا جدًا في درجة الحرارة.
إذا كانت درجة الحرارة مرتفعة جدًا (أي تتجاوز درجة إعادة تبلور المادة)، فإن الجانب الداخلي من الأنبوب يلين بشكل مفرط، مما يؤدي إلى تجاعيد كبيرة تحت الضغط؛ كما يترقق سمك الجدار الخارجي بشكل حاد، وقد ينتهي الأمر إلى التشقق. وإذا كانت درجة الحرارة منخفضة جدًا، فلن توفر المساعدة اللازمة.
الممارسة الصحيحة: يجب استخدام ميزان حرارة بالأشعة تحت الحمراء لمراقبة درجة الحرارة في الوقت الحقيقي، مع ضبط إنذارات للحدين الأعلى والأدنى. يجب أن تتوافق درجة التسخين مع السرعة؛ ولا تُثنِ الأنبوب اعتمادًا على التخمين («اثنه عندما يصبح أحمر متوهجًا»).
قائمة عملية لإدارة درجة الحرارة
قبل بدء تشغيل الماكينة كل يوم: افحص مقياس درجة حرارة الزيت؛ وقم بالتسخين المسبق في الطقس البارد.
ثني الأنابيب في الشتاء: اترك الأنابيب لتتأقلم مع دفء الورشة لمدة 24 ساعة، أو سخّنها مسبقًا إلى أكثر من 15°°م.
أثناء الإنتاج المستمر: افحص درجة حرارة الزيت كل نصف ساعة؛ وإذا تجاوزت 50°°م، فابدأ التبريد.
إذا سمعت أصوات احتكاك غير طبيعية أو رأيت خدوشًا سطحية: أوقف الماكينة وافحص درجة حرارة القالب والتشحيم.
إذا ظلت درجة حرارة الزيت مرتفعة جدًا لفترة طويلة: حدّد موعدًا لصيانة نظام التبريد واستبدل الزيت الهيدروليكي.
تُعدّ درجة الحرارة القاتل الخفي لجودة ثني الأنابيب. فستتشقق الأنابيب إذا أصبحت شديدة البرودة، وسينحرف الزاوية إذا كانت درجة حرارة الزيت غير صحيحة، كما سيؤدي فرط التسخين الناتج عن الاحتكاك إلى الخدوش والتجاعيد. إن التحكم في هذه العوامل الثلاثة يمكن أن يقلل معدل الهدر إلى النصف على الأقل. لا تظن أن ذلك متعب جدًا؛ فهو أكثر فاعلية من تعديل البرنامج مئة مرة.
