- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






أسباب عمق الثني غير المتساوي في المكابس
أسباب عمق الثني غير المتساوي في المكابس

جدول المحتويات
• الأسباب الشائعة لعدم تساوي عمق الثني في مكابس الثني
○ تفاوت سُمك الصفائح المعدنية
○ عدم المحاذاة الصحيح للأدوات
• العوامل المتعلقة بالآلة التي تؤثر في دقة عمق الثني
○ عدم استقرار الضغط الهيدروليكي
○ انحرافات في توازي الكباس العلوي
• مشكلات في المقياس الخلفي وبرمجة CNC
○ أخطاء تموضع المقياس الخلفي
○ إعدادات معلمات CNC الخاطئة
• استكشاف الأعطال وإصلاحها خطوة بخطوة لعدم تساوي عمق الثني
○ الخطوة 1: التحقق من تجانس المادة
○ الخطوة 2: فحص تركيب الأدوات
○ الخطوة 3: تأكيد دقة المقياس الخلفي
○ الخطوة 4: فحص المكونات الهيدروليكية والميكانيكية
• الأسئلة الشائعة
○ لماذا يكون الثني أعمق في أحد جانبي الصفيحة داخل ماكينة الثني؟
○ هل يمكن أن تؤدي سماكة المادة إلى عدم تجانس عمق الثني في مكابس الثني؟
○ كيف تتم معايرة مكبس الثني للقضاء على عدم تجانس عمق الثني؟
○ هل يمكن للصيانة الوقائية الدورية أن تمنع عدم تجانس عمق الثني؟
• الخلاصة
يُعد عدم تجانس عمق الثني مشكلة شائعة في ورش تشغيل الصفائح المعدنية، ويظهر ذلك في تفاوت أعماق الثني بين مناطق مختلفة من القطعة نفسها. وفي معظم الحالات، لا ينتج هذا الخلل عن عامل واحد، بل عن التأثير المشترك لعدة مشكلات. وبناءً على خبرة التشغيل العملية، يُعزى عدم تجانس عمق الثني في مكابس الثني غالبًا إلى عدم محاذاة العدد بشكل صحيح، أو تفاوت سماكة الصفائح، أو عدم دقة موضع السدادة الخلفية، أو عدم استقرار الضغط الهيدروليكي. ستتناول هذه المقالة الأسباب النموذجية لهذه المشكلة بالتفصيل، وتشارك أساليب عملية لاستكشاف الأعطال وإصلاحها من أجل استعادة دقة الثني المستقرة وضمان كفاءة إنتاج متسقة.
الأسباب الشائعة لعدم تساوي عمق الثني في مكابس الثني
قبل ضبط مكبس الثني، تتمثل الخطوة الأولى في تحديد السبب الجذري. وينشأ عدم تجانس عمق الثني عمومًا من الأعطال الميكانيكية أو الشذوذات في النظام الهيدروليكي أو الإعداد غير الصحيح للمعدة.
تفاوت سُمك الصفائح المعدنية

أحد أكثر الأسباب شيوعًا، والذي يُغفل عنه بسهولة، هو تفاوت سماكة صفائح المعدن الخام. حتى فرقًا بسيطًا في السماكة على طول الصفيحة سيؤدي إلى تغيرات في عمق الثني أثناء التشغيل.
عند مواجهة هذه المشكلة، أستخدم عادةً ميكرومترًا لقياس سماكة الصفيحة في عدة مواضع. وسيؤدي أي تفاوت واضح في السماكة حتمًا إلى اختلاف زوايا الثني وعمقه في مكبس الثني.
الحلول للحد من هذه المشكلة:
• اعتمد صفائح معدنية من دفعة الإنتاج نفسها
• تحقق من سماكة الصفائح قبل بدء الإنتاج الفعلي
• اضبط معلمات الثني عند وجود تفاوت في السماكة
إن استقرار جودة المواد الخام هو الضمان الأساسي للحصول على نتائج ثني متجانسة.
عدم المحاذاة الصحيح للأدوات
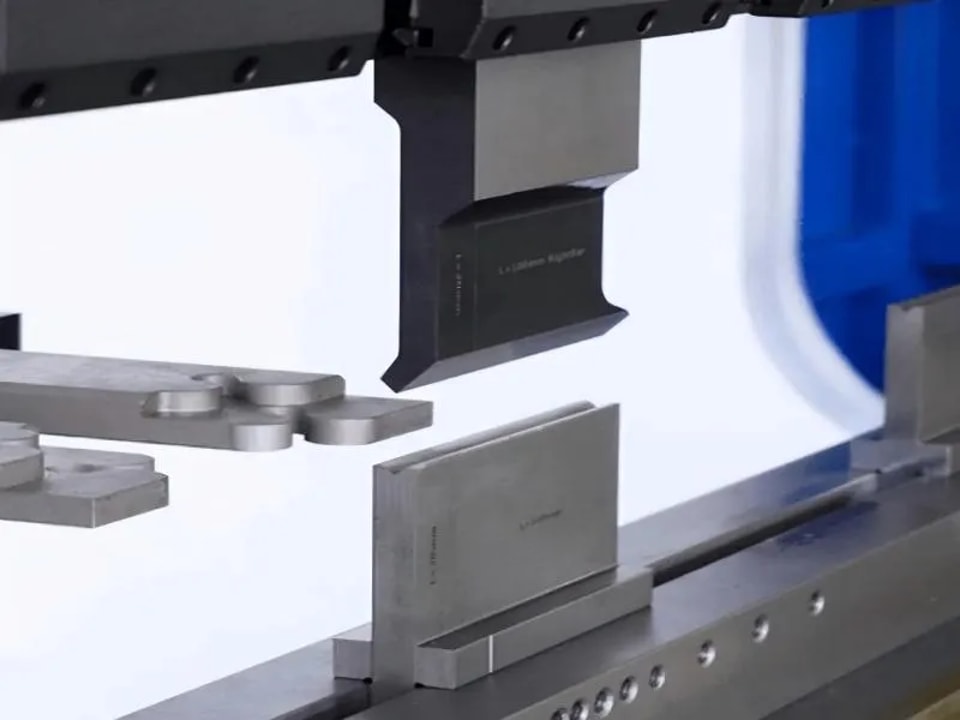
يُعد سوء المحاذاة بين القالب العلوي والقالب السفلي سببًا رئيسيًا آخر لعدم تجانس عمق الثني في مكابس الثني.
إذا لم يكن القالب العلوي والقالب السفلي في المنتصف أو لم يُحافظ عليهما متوازيين تمامًا، فسيصبح الإجهاد على جانبي الصفيحة غير متوازن، مما يؤدي إلى ثني أعمق في أحد الجانبين وأقل عمقًا في الجانب الآخر.
نقاط الفحص الرئيسية أثناء تركيب العدد:
• ما إذا كان القالب العلوي والقالب السفلي مركبين في موضعهما الصحيح
• ما إذا كان جهاز التثبيت يثبت العدد بإحكام
• ما إذا كان طول العدد يتوافق مع نطاق الثني
إن أي انحراف طفيف في المحاذاة سيقلل بشكل كبير من دقة الثني.
العوامل المتعلقة بالآلة التي تؤثر في دقة عمق الثني
في بعض الحالات، يكون سبب عدم تجانس عمق الثني هو المعدة نفسها، وليس المواد الخام أو العدد.
عدم استقرار الضغط الهيدروليكي

تعتمد مكابس الثني الهيدروليكية على ضغط مستقر للتحكم في حركة العارضة المنزلقة. وستؤدي التقلبات في النظام الهيدروليكي إلى عدم قدرة العارضة المنزلقة على الوصول إلى عمق الثني المحدد مسبقًا بدقة.
المظاهر غير الطبيعية النموذجية:
• اختلافات طفيفة في زوايا الثني
• تشغيل بطيء أو غير منتظم للعارضة المنزلقة
• قيم الضغط المعروضة غير مستقرة
عند استكشاف الأعطال، أركز على فحص جودة الزيت الهيدروليكي، والمرشحات، وصمامات الضغط. ويمكن للصيانة الدورية للمعدة أن تتجنب تأثير هذه المشكلات على دقة الثني.
انحرافات في توازي الكباس العلوي
عندما لا تكون العارضة المنزلقة موازية تمامًا لطاولة العمل، سينخفض أحد جانبي المعدة إلى موضع أعمق أثناء الثني.
الأسباب الرئيسية لهذه المشكلة:
• تآكل المكونات الميكانيكية
• المعايرة غير الصحيحة للمعدة
• الاستخدام طويل الأمد الذي يؤدي إلى تشوه الإطار
ولحل ذلك، أستخدم أدوات قياس دقيقة للكشف عن مدى التوازي في المعدة، ثم أضبط نظام التزامن وفقًا لذلك.
مشكلات في المقياس الخلفي وبرمجة CNC
يُعد نظام السدادة الخلفية أيضًا عاملًا رئيسيًا يؤدي إلى عدم تجانس عمق الثني في مكابس الثني.
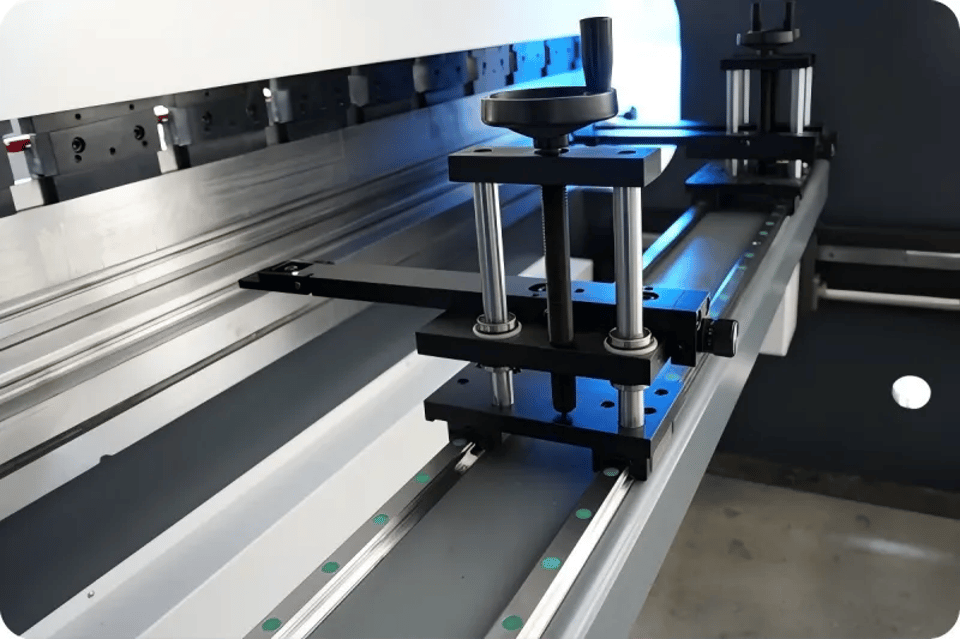
أخطاء تموضع المقياس الخلفي
تُستخدم السدادة الخلفية لتحديد الموضع الدقيق للصفيحة قبل الثني. وسيؤدي التمركز غير الدقيق إلى انحراف طفيف في خط الثني.
النتائج الشائعة لهذه المشكلة:
• ثني غير متجانس على طول القطعة
• عدم تجانس عمق الثني في عدة أجزاء مُعالجة
ولإصلاح ذلك، أعيد معايرة نظام السدادة الخلفية وأتحقق من دقة تموضعه.
إعدادات معلمات CNC الخاطئة

تعتمد مكابس الثني CNC الحديثة بشكل كبير على معلمات البرمجة، وتشمل أساسًا:
• عمق الثني
• سُمك الصفيحة
• أبعاد الأدوات
إن إعدادات المعلمات غير الصحيحة ستجعل المعدّة غير قادرة على تنفيذ التعويض الفعّال أثناء الثني.
عند حدوث عمق ثني غير متساوٍ، أعيد التحقق من برنامج CNC للتأكد من أن المعلمات متوافقة مع المواد والأدوات المستخدمة فعليًا.
استكشاف الأعطال وإصلاحها خطوة بخطوة لعدم تساوي عمق الثني
أعتمد عملية فحص معيارية لتشخيص سبب عدم تساوي عمق الثني.
1. افحص تجانس المادة
أولًا، قِس سُمك الصفيحة في عدة نقاط. عادةً ما يكون تباين سُمك المادة أسهل خلل يمكن تحديده.
2. افحص تركيب الأدوات
ثم تأكد من المحاذاة الدقيقة والتثبيت المحكم للقالب العلوي والسفلي. ويُعدّ انحراف المحاذاة سببًا شائعًا لعدم تساوي عمق الثني.
3. تأكد من دقة المسطرة الخلفية
أجرِ عدة عمليات ثني تجريبية لاختبار تموضع المسطرة الخلفية والتحقق من دقة التمركز المتكرر لديها.
4. افحص المكونات الهيدروليكية والميكانيكية
وأخيرًا، تحقق من استقرار الضغط الهيدروليكي، وتوازي الرام، وحالة تزييت المعدّة.
اتباع هذه الخطوات بشكل منهجي يساعد على تحديد السبب الحقيقي للمشكلة بسرعة.
الأسئلة الشائعة
لماذا يكون الثني أعمق في أحد جانبي الصفيحة داخل ماكينة الثني؟
غالبًا ما يكون سبب هذه الحالة هو عدم دقة محاذاة الأدوات أو انحراف توازي الرام. ويمكن عادةً حل المشكلة عبر فحص إعدادات الأدوات وضبطها.
هل يمكن أن تؤدي سماكة المادة إلى عدم تجانس عمق الثني في مكابس الثني؟
نعم. إن تفاوت سُمك الصفائح المعدنية يؤثر مباشرةً في اتساق عمق وزاوية الثني.
كيف تتم معايرة مكبس الثني للقضاء على عدم تجانس عمق الثني؟
أولًا، افحص توازي الرام ومحاذاة الأدوات، ثم أعد معايرة المسطرة الخلفية، وأخيرًا تأكد من صحة معلمات الثني في نظام CNC.
هل يمكن للصيانة الوقائية الدورية أن تمنع عدم تجانس عمق الثني؟
بالتأكيد. إن التزييت المنتظم للمعدة، وفحص النظام الهيدروليكي، ومعايرة المحاذاة يمكن أن يحافظوا على أداء ثني مستقر لمكبس الثني.
الخلاصة
يُعدّ عدم تساوي عمق الثني خللًا شائعًا في معالجة الصفائح المعدنية، لكنه يمكن حله في معظم الحالات من خلال الفحص المنهجي والإعداد القياسي للمعدة. ووفقًا للخبرة العملية، فإن عدم تساوي عمق الثني في مكابس الثني يرتبط غالبًا بعدم تجانس المواد، أو انحراف محاذاة الأدوات، أو عدم استقرار النظام الهيدروليكي، أو أخطاء معايرة المسطرة الخلفية.
من خلال فحص العوامل المذكورة أعلاه خطوة بخطوة وإجراء الصيانة الدورية للمعدة، يمكن تحسين دقة الثني واتساق الإنتاج بشكل ملحوظ. وإذا استمرت مشكلة عدم تساوي الثني، أو كنت بحاجة إلى إرشاد احترافي حول معايرة المعدّة، يمكنك التواصل مع الفريق الفني للحصول على دعم إضافي، أو الاطلاع على المزيد من وثائق تشغيل مكبس الثني على الموقع الرسمي.
