- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






اختيار غاز الحماية في اللحام بالليزر
اختيار غاز الحماية في اللحام بالليزر

هل واجهت عيوبًا في اللحام مثل فرط التناثر، وشكل لحام غير جميل، وكثرة المسام بعد اللحام؟ وبينما قد تتساءل إن كان السبب هو الإعداد غير الصحيح لمعلمات عملية اللحام بالليزر، هل تعلم أن الاستخدام الصحيح لغاز الحماية عامل حاسم أيضًا يؤثر في تكوين اللحام وأدائه؟ إن اختيار غاز الحماية الأمثل هو في الواقع وسيلة لتحسين جودة اللحام وكفاءته.
وبما أن غاز الحماية بهذه الأهمية، فما وظيفته بالضبط؟ وكيف تختار نوع غاز الحماية؟ وكيف ينبغي نفخ غاز الحماية أثناء اللحام؟
دور غاز الحماية
في اللحام بالليزر، يؤثر غاز الحماية في تكوين اللحام وجودته وعمق الاختراق وعرض اللحام. وفي معظم الحالات، يكون لنفخ غاز الحماية تأثير إيجابي على اللحام، لكنه قد يسبب أيضًا آثارًا سلبية.
التأثيرات الإيجابية
1) إن إدخال غاز الحماية بشكل صحيح يحمي حوض اللحام بفعالية، مما يقلل أو حتى يمنع الأكسدة.
2) إن إدخال غاز الحماية بشكل صحيح يقلل بفعالية من تناثر الرذاذ أثناء اللحام.
3) إن إدخال غاز الحماية بشكل صحيح يعزز الانتشار المتجانس لحوض اللحام أثناء التصلب، مما ينتج لحامًا متجانسًا وجميل المظهر.
4) إن إدخال غاز الحماية بشكل صحيح يقلل بفعالية من تأثير حجب أبخرة المعدن أو سحب البلازما على الليزر، مما يزيد من معدل الاستفادة الفعّال من الليزر.
5) إن إدخال غاز الحماية بشكل صحيح يقلل بفعالية من المسامية في اللحام.
ما دامت نوعية الغاز ومعدل تدفقه وطريقة إدخاله مختارة بشكل صحيح، يمكن تحقيق نتائج مثالية.
ومع ذلك، فإن الاستخدام غير الصحيح لغاز الحماية يمكن أن يؤثر سلبًا أيضًا على اللحام.
1) قد يؤدي التطبيق غير الصحيح لغاز الحماية إلى تدهور جودة اللحام:
① قد يؤدي اختيار نوع الغاز الخاطئ إلى تشقق اللحام وتقليل الخواص الميكانيكية للحام؛
② قد يؤدي اختيار معدل تدفق الغاز الخاطئ إلى زيادة أكسدة اللحام بشكل أشد (سواء كان معدل التدفق مرتفعًا جدًا أو منخفضًا جدًا)، كما قد يسبب اضطرابًا شديدًا في حوض اللحام، مما يؤدي إلى انهيار اللحام أو عدم تجانسه؛
③ قد يؤدي اختيار طريقة غير صحيحة لتطبيق الغاز إلى حماية غير فعالة أو حتى معدومة، أو يؤثر سلبًا في تشكل اللحام؛
2) يمكن أن يؤثر تطبيق غاز الحماية في عمق الاختراق اللحامي، خاصة في لحام الصفائح الرقيقة، مما يقلل من عمق الاختراق.
أنواع غازات الحماية
تشمل غازات الحماية المستخدمة عادةً في اللحام بالليزر N2 وAr وHe. وتختلف خصائصها الفيزيائية والكيميائية، وبالتالي تختلف تأثيراتها على اللحام.
النيتروجين (N2)
هو الأرخص، لكنه غير مناسب لحام بعض أنواع الفولاذ المقاوم للصدأ. يتميز النيتروجين (N2) بطاقة تأين متوسطة، أعلى من Ar وأقل من He. وتحت تأثير الليزر، تكون درجة تأينه منخفضة عمومًا، مما يقلل بفعالية من تشكل سحب البلازما وبالتالي يزيد معدل الاستفادة الفعّال من الليزر. ومع ذلك، يمكن للنيتروجين أن يتفاعل كيميائيًا مع سبائك الألومنيوم والفولاذ الكربوني عند درجات حرارة معينة، مكوِّنًا النيتريدات. وهذا يزيد من هشاشة اللحام ويقلل المتانة، مما يؤثر سلبًا وبشكل كبير في الخواص الميكانيكية لوصلة اللحام. لذلك لا يُنصح باستخدام النيتروجين لحماية لحامات سبائك الألومنيوم والفولاذ الكربوني.
من ناحية أخرى، فإن النيتريدات الناتجة عن التفاعل الكيميائي بين النيتروجين والفولاذ المقاوم للصدأ يمكن أن تزيد من قوة وصلة اللحام، مما يحسن خواصها الميكانيكية. لذلك يمكن استخدام النيتروجين كغاز حماية عند لحام الفولاذ المقاوم للصدأ.
الأرجون (Ar)
يتميز بتكلفة منخفضة نسبيًا، وكثافة عالية، ويوفر حماية جيدة. ويكون سطح اللحام أكثر نعومة مقارنة بالهيليوم. ومع ذلك، يسهل تأينه بواسطة بلازما المعدن ذات الحرارة العالية، مما قد يحجب جزءًا من شعاع الليزر عن الوصول إلى قطعة العمل، فيقلل القدرة الفعلية على اللحام ويعيق سرعة اللحام وعمق الاختراق. يتمتع Ar (Ar) بأدنى طاقة تأين، لكن درجة تأينه تكون مرتفعة نسبيًا تحت تأثير الليزر، وهو ما لا يساعد على التحكم في تكوّن سحب البلازما، وسيؤثر بدرجة ما في معدل الاستفادة الفعّال من الليزر. ومع ذلك، فإن Ar منخفض التفاعل جدًا ويصعب أن يتفاعل كيميائيًا مع المعادن الشائعة. علاوة على ذلك، فإن Ar غير مكلف. إضافة إلى ذلك، يتمتع Ar بكثافة عالية، مما يساعده على الاستقرار فوق حوض اللحام، موفرًا حماية أفضل لحوض اللحام. لذلك يمكن استخدامه كغاز حماية تقليدي.
الهيليوم (He)
هو أكثر تكلفة، لكنه يحقق أفضل تأثير، إذ يسمح لليزر بالمرور مباشرة إلى سطح قطعة العمل دون عائق. يتمتع He بأعلى طاقة تأين، لكن درجة تأينه منخفضة جدًا تحت تأثير الليزر، مما يتيح التحكم بفعالية في تكوّن سحب البلازما. ويمكن لليزر أن يؤثر جيدًا في المعادن، كما أن He منخفض التفاعل جدًا، ولا يتفاعل كيميائيًا مع المعادن تقريبًا. إنه غاز حماية ممتاز للحامات. ومع ذلك، فإن He مرتفع التكلفة جدًا، ولا يُستخدم عادةً في الإنتاج الكمي. ويُستخدم عمومًا في الأبحاث العلمية أو المنتجات ذات القيمة المضافة العالية.
طرق حقن غاز الحماية
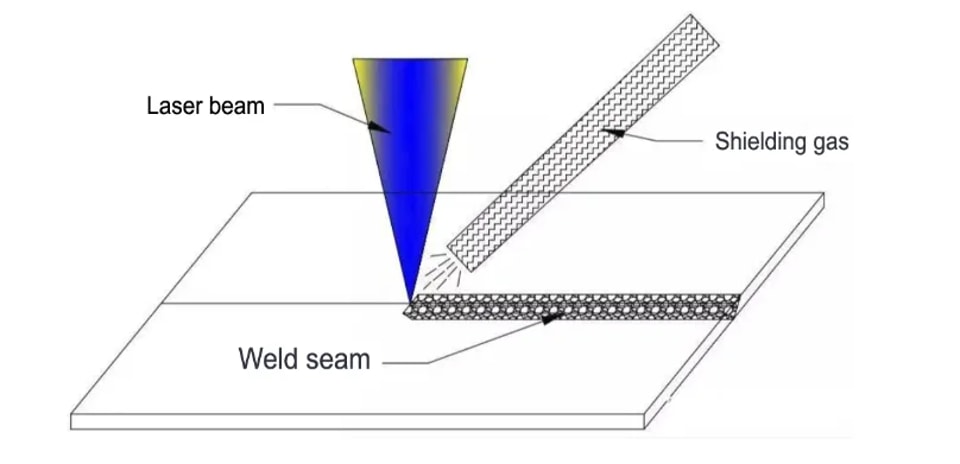
توجد حاليًا طريقتان رئيسيتان لإدخال غازات الحماية: الأولى هي النفخ الجانبي المائل لغاز الحماية... الغاز الواقي المنفوخ جانبيًا بشكل موازٍ
والنوع الآخر هو الغاز الواقي المحوري.
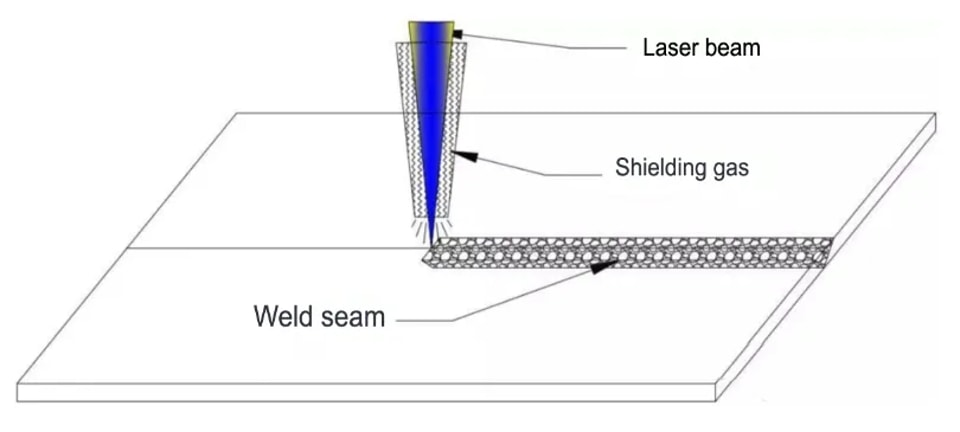
غاز الحماية المحوري
يعتمد الاختيار بين طريقتي النفخ على مجموعة من العوامل، لكن يُوصى عمومًا باستخدام غاز الحماية بالنفخ الجانبي.
مبادئ اختيار طرق نفخ غاز الحماية
أولًا، من المهم توضيح أن مصطلح «أكسدة اللحام» تعبير دارج. ومن الناحية النظرية، يشير إلى تفاعل كيميائي بين اللحام والمكونات الضارة الموجودة في الهواء، مما يؤدي إلى تدهور جودة اللحام. ومن الأمثلة الشائعة تفاعل معدن اللحام مع الأكسجين والنيتروجين والهيدروجين الموجودين في الهواء عند درجات حرارة معينة.
إن منع أكسدة اللحام يعني تقليل أو تجنب ملامسة هذه المكونات الضارة لمعدن اللحام عند درجات الحرارة العالية. ولا يقتصر هذا الارتفاع في الحرارة على معدن حوض الانصهار فحسب، بل يشمل أيضًا الفترة الكاملة من لحظة انصهار معدن اللحام حتى يتصلب وتنخفض حرارته إلى ما دون مستوى معين.
على سبيل المثال، في لحام سبائك التيتانيوم، يُمتص الهيدروجين بسرعة عند درجة حرارة أعلى من 300°°C، ويُمتص الأكسجين عند درجة أعلى من 450°°C، ويُمتص النيتروجين عند درجة أعلى من 600°°C. لذلك تتطلب لحامات سبائك التيتانيوم حماية فعالة بعد التصلب وخلال الفترة التي تنخفض فيها الحرارة إلى ما دون 300°°C؛ وإلا فسيحدث لها «أكسدة».
كما يوضح الوصف أعلاه، فإن غاز الحماية المنفوخ لا يحتاج فقط إلى حماية حوض اللحام في الوقت المناسب، بل أيضًا المنطقة المتصلبة حديثًا. لذلك يُستخدم عمومًا أسلوب النفخ الجانبي المائل لغاز الحماية الموضح في الشكل 1، لأنه يوفر نطاق حماية أوسع من طريقة الحماية المحورية الموضحة في الشكل 2، مع تقديم حماية أفضل خاصة لمنطقة اللحام المتصلبة حديثًا.
في التطبيقات الهندسية، لا يكون النفخ الجانبي المائل لغاز الحماية مناسبًا لجميع المنتجات. فبالنسبة لبعض المنتجات المحددة، لا يمكن استخدام سوى غاز الحماية المحوري. ويجب أن يتوافق الاختيار مع بنية المنتج ونوع الوصلة.
اختيار طريقة نفخ غاز الحماية المناسبة
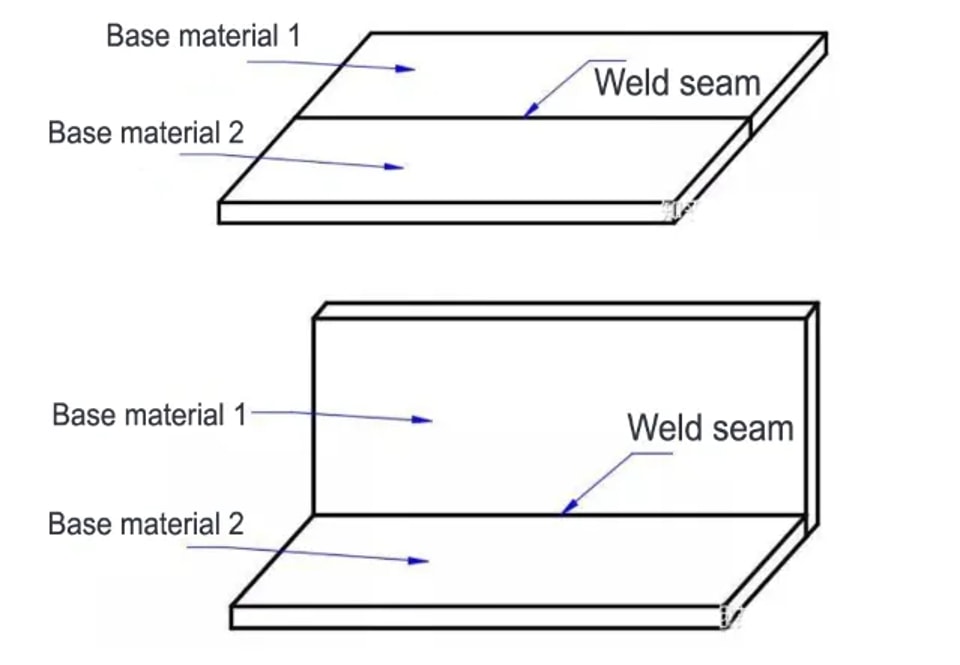
1) اللحامات المستقيمة
كما هو موضح في الشكل 3، يكون شكل لحام المنتج مستقيمًا. ويمكن أن يكون نوع الوصلة وصلة تناكبية، أو وصلة تراكبية، أو وصلة زاوية، أو لحامًا متداخلًا. ولهذا النوع من المنتجات، تُفضَّل طريقة غاز الحماية الجانبي المنحرف عن المحور الموضحة في .
2) اللحامات المغلقة المسطحة
يكون شكل لحام المنتج ذا هيئة مغلقة مثل دائرة مستوية، أو مضلع مستوٍ، أو خط متعدد المقاطع على مستوى واحد. ويمكن أن يكون نوع الوصلة وصلة تناكبية، أو وصلة تراكبية، أو وصلة لحام تراكبي. ولذا النوع من المنتجات، يُفضَّل غاز الحماية المحوري.
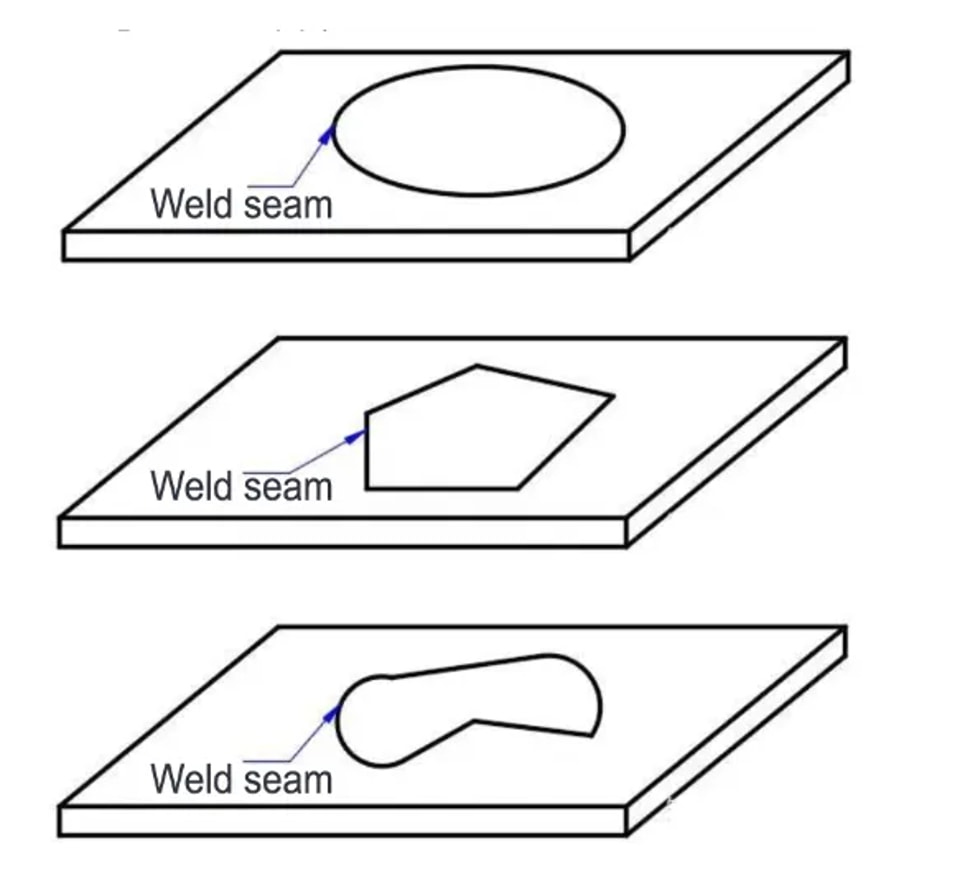
لحام مغلق مسطح
يؤثر اختيار غاز الحماية تأثيرًا مباشرًا في جودة إنتاج اللحام وكفاءته وتكلفته. ومع ذلك، وبسبب تنوع مواد اللحام، فإن اختيار غاز اللحام في التطبيق العملي أمر معقد للغاية. ومن الضروري مراعاة مادة اللحام وطريقة اللحام ووضعية اللحام وتأثير اللحام المطلوب بصورة شاملة. ولا يمكن اختيار غاز لحام أنسب وتحقيق نتائج لحام أفضل إلا من خلال إجراء اختبارات لحام.
