- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






تكنولوجيا الثني السلس للصفائح المعدنية
تكنولوجيا الثني السلس للصفائح المعدنية

تشهد تقنية معالجة الصفائح المعدنية تطورًا مستمرًا، ولا سيما في بعض التطبيقات مثل ثني الستانلس ستيل عالي الدقة، وثني قطع الزينة المصنوعة من الستانلس ستيل، وثني سبائك الألمنيوم، وثني قطع الطائرات، وثني الصفائح النحاسية، وما إلى ذلك، مما يفرض متطلبات أعلى على جودة سطح القطعة المشكَّلة. وغالبًا ما تؤدي عملية الثني التقليدية إلى إلحاق ضرر بسطح القطعة، إذ إن السطح الملامس للقالب يُكوّن عادةً انبعاجًا أو خدشًا واضحًا، مما يؤثر في المظهر الجمالي للمنتج النهائي ويقلل من تقدير المستخدم لقيمة المنتج.

1. أسباب انبعاجات الثني
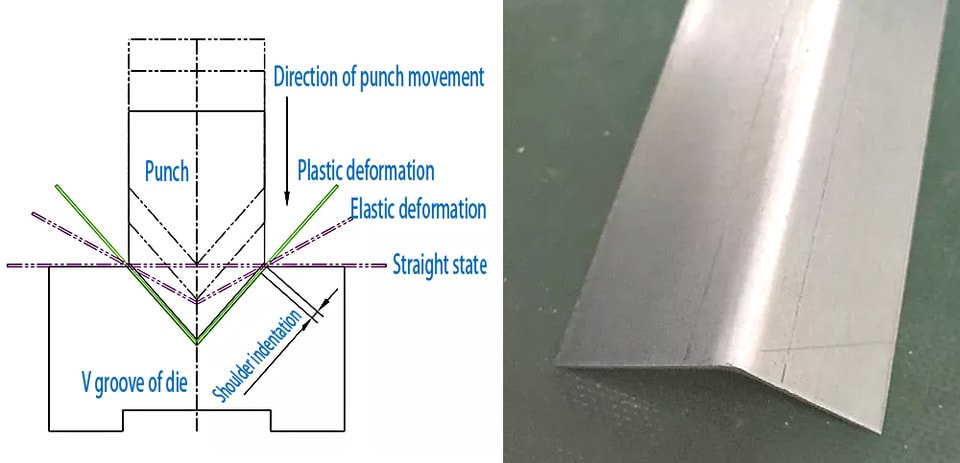
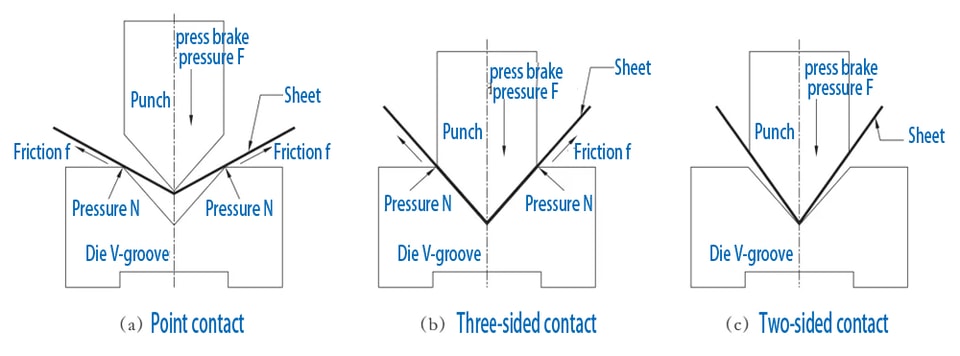
لنأخذ ثني قطعة على شكل V مثالًا. إن ثني الصفائح المعدنية هو عملية تشكيل تتعرض فيها الصفيحة المعدنية أولًا لتشوه مرن ثم تدخل في التشوه اللدن تحت ضغط اللكمة أو قالب آلة الثني. وفي المرحلة الأولى من الثني اللدن، تنثني الصفيحة بحرية. ومع استمرار ضغط اللكمة أو القالب على الصفيحة، تقترب الصفيحة والسطح الداخلي لمجرى القالب على شكل V تدريجيًا من بعضهما، كما يتناقص تدريجيًا نصف قطر الانحناء وذراع قوة الثني. ويستمر الضغط حتى نهاية المشوار، بحيث يلامس القالب والصفيحة بعضها بعضًا عند ثلاث نقاط، وبذلك يكتمل الثني على شكل V.
أثناء الثني، تتعرض الصفيحة المعدنية للضغط بواسطة قالب الثني وتحدث لها تشوهات مرنة، كما تنزلق نقطة التلامس بين الصفيحة والقالب مع تقدم عملية الثني. وخلال عملية الثني تمر الصفيحة بمرحلتين واضحتين: التشوه المرن والتشوه اللدن. كما توجد أيضًا مرحلة تثبيت الضغط أثناء الثني (تلامس ثلاثي النقاط بين القالب والصفيحة)، ولذلك تتشكل ثلاث خطوط انبعاج بعد اكتمال عملية الثني. وتنشأ هذه الخطوط عادةً بسبب البثق والاحتكاك بين الصفيحة وكتف مجرى القالب على شكل V، ولذلك تُسمى انبعاجات الكتف. ويمكن تصنيف الأسباب الرئيسية لتكوّن انبعاجات الكتف ببساطة ضمن الفئات التالية.
1. طريقة الثني
لأننا ذكرنا سابقًا أن تكوّن انبعاجات الكتف يرتبط بالتلامس بين الصفيحة وكتف مجرى القالب على شكل V، فإن اختلاف الفجوات بين اللكمة والقالب أثناء عملية الثني يؤثر في إجهاد الضغط الواقع على الصفيحة، كما تختلف احتمالية الانبعاج ودرجته. وتحت الظروف نفسها لمجرى V، كلما كانت زاوية ثني القطعة أكبر، زاد التشوه الشدّي للصفيحة المعدنية، وازداد أيضًا طول مسافة الاحتكاك للصفيحة على كتف مجرى V؛ وعلاوة على ذلك، كلما زادت زاوية الثني، طال الوقت الذي تمارس فيه اللكمة الضغط على الصفيحة، وتصبح الانبعاجات الناتجة عن هذين العاملين أوضح.
b. بنية مجرى V في القالب
عند ثني صفائح معدنية بسماكات مختلفة، يختلف أيضًا عرض مجرى V المختار. وتحت ظروف اللكمة نفسها، كلما زاد حجم مجرى V في القالب، زاد عرض الانبعاج. وفي المقابل، يقل الاحتكاك بين الصفيحة المعدنية وكتف مجرى V في القالب، ومن ثم يقل عمق الانبعاج طبيعيًا. وعلى العكس، كلما كانت سماكة الصفيحة أقل، كان مجرى V أضيق، وكانت الانبعاجات أوضح.
وبالحديث عن الاحتكاك، فإن معامل الاحتكاك عامل آخر مرتبط بالاحتكاك ينبغي أن نأخذه في الاعتبار. يختلف نصف قطر R لكتف مجرى V في القالب، وبالتالي يختلف أيضًا الاحتكاك الذي تسببه الصفيحة أثناء عملية الثني. ومن ناحية أخرى، من حيث الضغط الذي يمارسه مجرى V في القالب على الصفيحة، كلما كان نصف قطر R لمجرى V أكبر، كان الضغط بين الصفيحة وكتف مجرى V أقل، وكانت الانبعاجات أخف، والعكس صحيح.
c. درجة تشحيم مجرى V في القالب
كما ذُكر سابقًا، يلامس سطح مجرى V في القالب الصفيحة ويولّد احتكاكًا. وعندما يتآكل القالب، يصبح الجزء الملامس بين مجرى V والصفيحة أكثر خشونةً تدريجيًا، ويزداد معامل الاحتكاك أكثر فأكثر. وعندما تنزلق الصفيحة على سطح مجرى V، فإن التلامس بين مجرى V والصفيحة هو في الواقع تلامس نقطي بين عدد لا يحصى من النتوءات الخشنة والسطح، وبالتالي يزداد الضغط على سطح الصفيحة، وتصبح الانبعاجات أوضح.
ومن ناحية أخرى، إذا لم يُمسح مجرى V في القالب جيدًا قبل ثني القطعة، فإن البقايا العالقة في المجرى غالبًا ما تسبب انبعاجات واضحة على الصفيحة. ويحدث هذا عادةً عندما يثني الجهاز صفائح مجلفنة وصفائح من الفولاذ الكربوني وغيرها من القطع.
2.تطبيق تقنية الثني بلا آثار
وبما أننا نعرف أن السبب الرئيسي لعلامات الثني هو الاحتكاك بين الصفيحة وكتف مجرى V في القالب، فيمكننا الانطلاق من التفكير القائم على السبب واستخدام تقنيات العملية لتقليل الاحتكاك بين الصفيحة وكتف مجرى V في القالب. ووفقًا لمعادلة الاحتكاك f=μ·N، فإن العوامل المؤثرة في الاحتكاك هي معامل الاحتكاك μ والضغط N، وكلاهما يتناسب طرديًا مع الاحتكاك. وبناءً على ذلك، يمكن وضع خطط العمليات التالية.
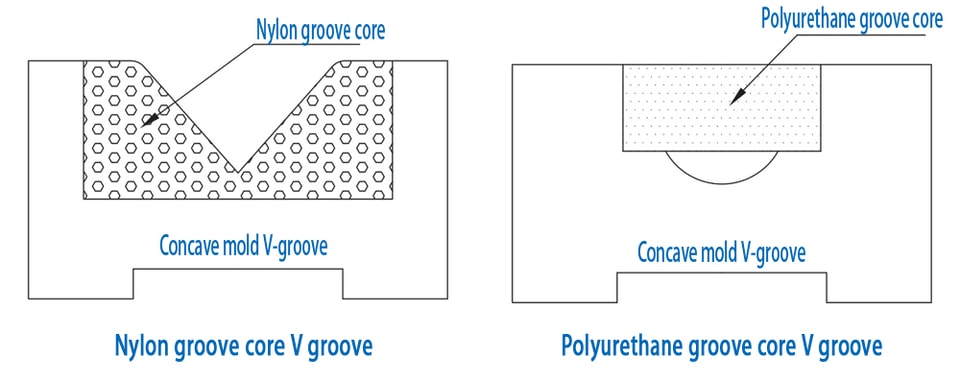
a. استخدام مواد غير معدنية لكتف مجرى V في القالب
إن الطريقة التقليدية المتمثلة في مجرد زيادة زاوية R لكتف مجرى V في القالب ليست فعالة كثيرًا في تحسين انبعاجات الثني. ومن منظور تقليل الضغط في زوج الاحتكاك، يمكن التفكير في استبدال كتف مجرى V بمادة غير معدنية أكثر ليونة من الصفيحة، مثل النايلون ومطاط PU المرن، مع ضمان تأثير البثق المطلوب أصلًا. ونظرًا إلى أن هذه المواد سهلة التآكل وتحتاج إلى استبدال دوري، فهناك حاليًا عدة هياكل لمجرى V تستخدم هذه المواد، كما هو موضح في الشكل.
b. تحويل كتف مجرى V في القالب إلى بنية كروية وبكرية
استنادًا أيضًا إلى مبدأ تقليل معامل الاحتكاك في زوج الاحتكاك بين الصفيحة ومجرى V في القالب، يمكن تحويل زوج الاحتكاك الانزلاقي بين الصفيحة وكتف مجرى V في القالب إلى زوج احتكاك دحرجي، مما يقلل بشكل كبير قوة الاحتكاك على الصفيحة ويتجنب بفعالية حدوث انبعاجات الثني. وقد استُخدمت هذه العملية على نطاق واسع في صناعة القوالب، ويُعد قالب الثني الخالي من الكرات مثالًا تطبيقيًا نموذجيًا.
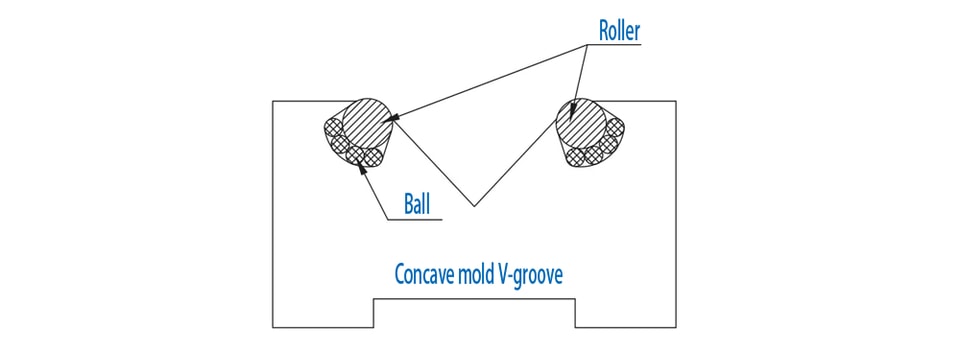
ومن أجل تجنب الاحتكاك الصلب بين البكرة ومجرى V في قالب الثني السلس المزود بالكرات، وكذلك لجعل البكرة أسهل في الدوران والتشحيم، تُضاف كرات، وبذلك يتحقق تأثير تقليل الضغط ومعامل الاحتكاك في الوقت نفسه. لذلك، فإن القطع المعالجة بواسطة قالب الثني السلس المزود بالكرات يمكنها عمليًا تحقيق عدم وجود انبعاجات مرئية، لكن تأثير الثني السلس على الصفائح اللينة مثل الألمنيوم والنحاس ليس جيدًا. ومن الناحية الاقتصادية، وبما أن بنية قالب الثني السلس المزود بالكرات أكثر تعقيدًا من عدة تراكيب القوالب المذكورة أعلاه، فإن تكلفة المعالجة مرتفعة والصيانة صعبة، وهذا أيضًا عامل يجب على مديري الشركات أخذه في الاعتبار عند الاختيار.
c. تحويل كتف مجرى V في القالب إلى بنية قابلة للقلب
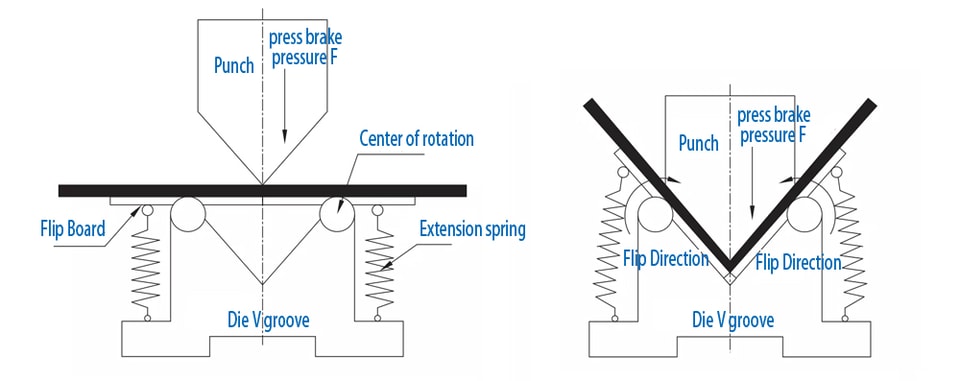
هناك نوع آخر من القوالب في الصناعة يستخدم مبدأ دوران نقطة الارتكاز لتحقيق ثني القطع من خلال قلب كتف القالب. ويغير هذا القالب البنية التقليدية لمجرى V في القالب النمطي، ويحوّل الأسطح المائلة على جانبي مجرى V إلى آلية قابلة للقلب. وعندما تضغط اللكمة على الصفيحة، تنقلب الآلية القابلة للقلب على جانبي القالب إلى الداخل من قمة اللكمة بمساعدة ضغط اللكمة، بحيث تنثني الصفيحة وتتشكّل. وفي ظل هذا الشرط التشغيلي، لا تولد الصفيحة والقالب احتكاكًا موضعيًا واضحًا منزلقًا، بل تقتربان من مستوى القلب ومن قمة اللكمة لتجنب الانبعاجات على القطع. وتكون بنية هذا القالب أكثر تعقيدًا من البنى السابقة، إذ تحتوي على نابض شد وبنية صفيحة قابلة للقلب، كما أن تكاليف الصيانة والمعالجة أعلى.
d. عزل مجرى V في القالب عن الصفائح المعدنية
إن الطرق المذكورة أعلاه كلها تهدف إلى تحقيق الثني السلس من خلال تغيير قالب الثني. وبالنسبة لمديري الشركات، ليس من المستحسن تطوير وشراء مجموعة جديدة من القوالب لتحقيق الثني السلس لقطع منفردة. ومن منظور التلامس الاحتكاكي، ما دامت القالب والصفيحة منفصلتين، فلا يوجد احتكاك. لذلك، ومن دون تغيير قالب الثني، يمكن تحقيق الثني السلس باستخدام فيلم لين لمنع التلامس بين مجرى V في القالب والصفيحة. ويُسمّى هذا الفيلم اللين أيضًا فيلم الضغط للثني السلس، وتكون مواده عادةً المطاط وPVC (كلوريد البولي فينيل) وPE (البولي إيثيلين) وPU (البولي يوريثان) وغيرها. وتتمثل مزايا المطاط وPVC في انخفاض تكلفة المواد الخام، أما عيوبهما فهي أنهما غير مقاومين للضغط، وضعيفان من حيث الحماية، وعمرهما قصير؛ أما PE وPU فهما من المواد الهندسية الممتازة، ويتميز فيلم الضغط للثني السلس المصنوع منهما كأساس بمقاومة جيدة للتمزق، لذلك يمتاز بعمر طويل وحماية جيدة.
يلعب فيلم الحماية من الثني دورًا حاجزيًا أساسًا بين القطعة وكتف القالب، فيعادل الضغط بين القالب والصفيحة، وبذلك يمنع القطعة من تكوين انبعاجات عند الثني. وعند استخدامه، يكفي وضع فيلم الثني على القالب، وهو يتميز بانخفاض التكلفة وسهولة الاستخدام. ويبلغ سُمك فيلم الكبس الخالي من آثار الثني المتوافر حاليًا في السوق عادةً 0.5 مم، ويمكن تخصيص المقاس حسب الحاجة. ويمكن لفيلم الكبس الخالي من الثني أن يصل عمومًا إلى عمر خدمة يقارب 200 عملية ثني تحت ضغط 2 طن، كما يتمتع بمقاومة عالية للتآكل، ومقاومة قوية للتمزق، وأداء ثني ممتاز، وقوة شد عالية واستطالة عند الكسر، ومقاومة لزيوت التشحيم والمذيبات الهيدروكربونية الأليفاتية.

تشتد المنافسة في سوق صناعة معالجة الصفائح المعدنية. وإذا أرادت الشركات أن تثبت أقدامها في السوق، فعليها أن تواصل تحسين تقنياتها التصنيعية. ولا ينبغي التركيز فقط على تحقيق وظيفة المنتج، بل يجب أيضًا مراعاة قابلية التصنيع والجماليات والكفاءة الاقتصادية للمعالجة. ومن خلال تطبيق أساليب عملية أكثر كفاءة واقتصادًا، يمكن جعل المنتج أسهل في التصنيع، وأكثر جدوى اقتصادية، وأكثر جمالًا.
