- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






ضبط تسوية القالبين العلوي والسفلي في ماكينة الثني
ضبط تسوية القالبين العلوي والسفلي في ماكينة الثني


ضبط تسوية القالب العلوي والسفلي (محاذاة المركز)
الهدف: ضمان تطابق الخطوط المركزية للقالبين العلوي والسفلي تطابقًا تامًا لتجنب انحراف خط الثني أو تشوه الشغلة.
1. المحاذاة الخشنة
- استخدم أداة تحديد خط المركز (مثل جهاز تمركز بالليزر أو قضيب تمركز ميكانيكي) لمحاذاة الأخاديد V أو حواف القطع في القالبين العلوي والسفلي.
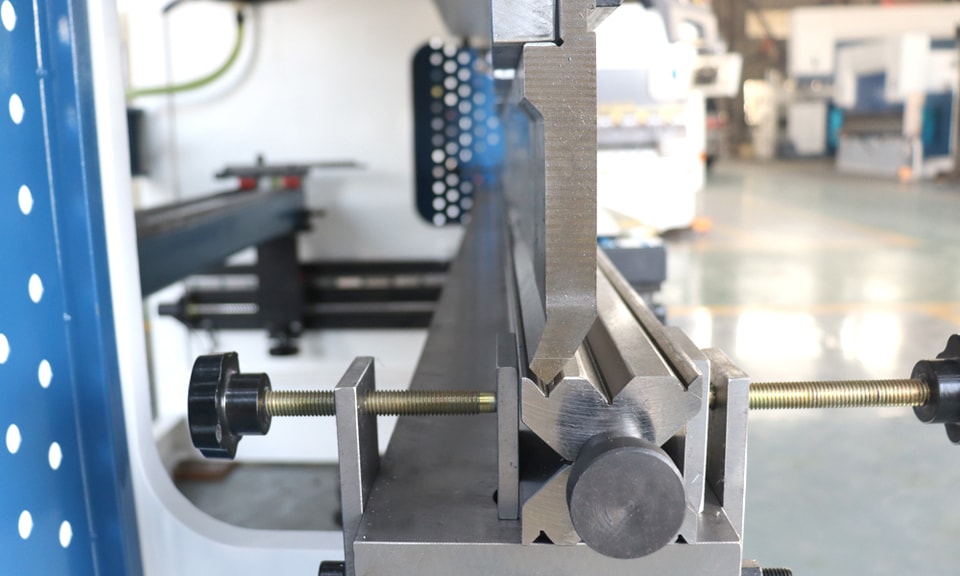
-- اضبط الموضع الجانبي لحامل القالب، وتحكم في الخطأ ضمن ±0.5 مم.

2. ضبط التوازي بدقة
- في وضع الحركة النبضية البطيئة، دع السكين العلوي ينزل ببطء حتى يلامس السطح العلوي للقالب، ثم اضغط ضغطًا خفيفًا (مع الانتباه إلى عدم إبقاء الضغط لفترة طويلة، ويجب أن يكون الضغط أقل من 12 ميغاباسكال). ثم أعده.
- اضبط القالب السفلي للتحرك إلى الفتحة V8 أو V12 لإتمام تمركز القالبين العلوي والسفلي.


- ما عليك سوى فحص الوتد المائل لمشبك القالب، ويجب أن يطابق القالب العلوي بالكامل.

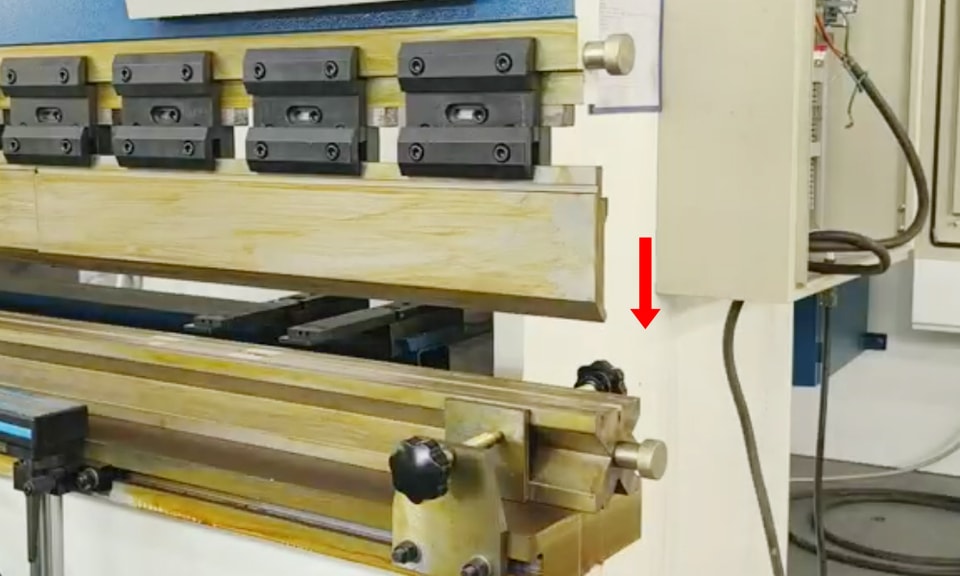
- اختبار زاوية من جهة واحدة: استخدم قطعتين من المادة للثني والاختبار على جانبي الماكينة في الوقت نفسه، ثم قارن الزوايا على الجانبين (لاحظ أن زاوية الاختبار يجب أن تكون أكبر من 90°، ويجب تطبيق الضغط الكامل أثناء الثني).




اضبط محور التزامن للأسطوانة الزيتية (الضبط اليدوي عند فصل الكهرباء) بحيث تتطابق الزوايا على الجانبين تمامًا. بعد الضبط، صِل محور التزامن.


قم بإزالة الفجوة بين مشابك القالب بالكامل. اضبط موضع القالب السفلي لضمان أن تكون قمة القالب العلوي مضغوطة على السطح العلوي للقالب السفلي. في وضع الحركة البطيئة، اجعل السكين العلوي ينزل ببطء حتى يلامس السطح العلوي للقالب، ثم ضع ضغطًا خفيفًا (انتبه إلى عدم إبقاء الضغط لفترة طويلة، فالضغط حوالي 12 ميغاباسكال). أرخِ برغي تثبيت حديدة الزاوية، ثم اضرب حديدة الزاوية (استخدم قضيبًا نحاسيًا للطرق) لضمان عدم وجود فجوة بين القالبين العلوي والسفلي.




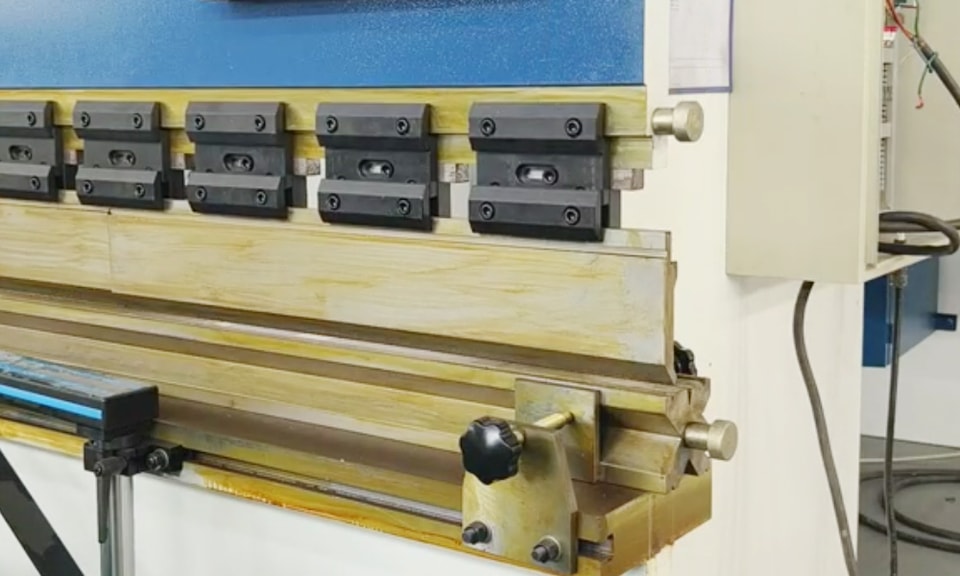
3. تثبيت المعلمات
- بعد اكتمال الضبط، شدّ جميع مسامير التثبيت وضع عليها علامات منع الارتخاء.
- استخدم مقياس الفجوة للتحقق من فجوة القالب بعد الإغلاق للتأكد من عدم وجود شد زائد موضعي أو فجوات.
- حرّك القالب السفلي، واختر شق الثني العادي، ثم اختبر التشغيل بشكل طبيعي. إذا بقي هناك خطأ معين في الزوايا اليمنى واليسرى، فاضبط عمود التزامن يدويًا في مؤخرة الأسطوانة.

4. الاحتياطات
- التشغيل الآمن: تأكد من إيقاف تشغيل الكهرباء قبل الضبط، وارتدِ قفازات ونظارات واقية.
- اختيار الأدوات: يُفضَّل استخدام أدوات قياس عالية الدقة (مثل الميكرومترات وكواشف الليزر).
- التحقق خطوة بخطوة: يجب التحقق من كل خطوة من خطوات الضبط بواسطة الطيّ التجريبي لتجنب الأخطاء المتراكمة.
- اختلافات المعدات: قد تستخدم موديلات مختلفة من مكابس الثني طرق التعويض الميكانيكية/الهيدروليكية، ويجب ضبطها وفقًا لدليل المعدات.
من خلال ضبط النظام وفق الخطوات المذكورة أعلاه، يمكن تحسين دقة الثني (خطأ الزاوية ≤ 0.5°) وعمر خدمة القالب بشكل ملحوظ، كما يمكن تقليل هدر المواد وفقدان المعدات. وفي التشغيل الفعلي، يلزم التعامل بمرونة اعتمادًا على الخبرة؛ فعلى سبيل المثال، بالنسبة للألواح السميكة أو المواد عالية القوة، يجب زيادة مقدار تعويض الضغط بشكل مناسب.
