- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






ما هو مبدأ عمل ماكينة دلفنة الألواح التلقائية في ماكينة دلفنة الألواح CNC ذات الأربع درافيل؟
ما هو مبدأ عمل ماكينة دلفنة الألواح التلقائية في ماكينة دلفنة الألواح CNC ذات الأربع درافيل؟

تنبع عملية درفلة الصفائح الآلية في ماكينة درفلة الصفائح رباعية الدرافيل بنظام CNC، وما تتمتع به من سهولة تشغيل واستقرار مقارنةً بماكينات ثلاثية الدرافيل، من تصميمها النظامي الفريد. فبنية الدرافيل الأربعة، من خلال الترتيب الميكانيكي المحسن ومنطق التحكم المتقدم، تحقق محاذاة وتثبيتًا وثنيًا أوليًا ودرفلةً للوحة بشكل قابل للتحكم الكامل، ما يجعلها حلاً مثاليًا للتشكيل الأسطواني الفعّال. وبالنسبة إلى المشترين ومديري المصانع، فإن فهم هذا المبدأ يعد شرطًا أساسيًا مهمًا لتقييم أداء المعدات وكفاءة الإنتاج بدقة.
البنية الأساسية لماكينة درفلة الصفائح رباعية الدرافيل بنظام CNC
تبدأ آلية الدرفلة الآلية في ماكينة درفلة الصفائح رباعية الدرافيل بنظام CNC من التقسيم الواضح للأدوار بين الدرافيل: فالدرفيل العلوي يقود الدوران، والدرفيل السفلي يثبت اللوحة ويحدد موضعها، بينما تتحكم الدرافيل الجانبية في نصف قطر الثني—وهي ليست مجرد عناصر مساندة، بل جوهر تحويل الصفائح المسطحة إلى أسطح منحنية. إن التحكم النشط في التقوس بواسطة الدرافيل الجانبية هو ما يمنح ماكينة الدرفلة الرباعية دقة تفوق بكثير دقة الأجهزة البسيطة المعتمدة على الدرافيل في وظيفة درفلة الصفائح الآلية.
محاذاة اللوح المسطح
يكمن سر سهولة التشغيل في ماكينات الثني بالدرافيل الأربعة في قدرتها المتفوقة على محاذاة اللوح. ففي نظام CNC رباعي الدرافيل، تُثبت اللوحة بإحكام بين الدرفيل العلوي والسفلي في بداية التشغيل. وتضمن هذه العملية بقاء المادة تحت السيطرة طوال عملية الدرفلة بالكامل، مما يمنع الانحراف الجانبي بفعالية. وهذا يعني أن الماكينة قادرة بسهولة على تحقيق المحاذاة والحفاظ على ثبات خط المنتصف من البداية إلى النهاية، وهي ميزة تظهر بوضوح خاص عند معالجة الصفائح الطويلة أو الثقيلة.
مبدأ الثني الأولي
يُعد الثني الأولي أمرًا بالغ الأهمية لأنه يحدد جودة تشكيل نهايات الأسطوانة. ومن دون الثني الأولي، ستبقى المقاطع المستقيمة عند طرفي الصفيحة، لتصبح عبئًا على مراحل المعالجة اللاحقة. وتتمثل الميزة الفريدة لماكينة ثني الصفائح رباعية الدرافيل في قدرتها على إجراء الثني الأولي عند كلا الطرفين قبل وبعد الدرفلة الرئيسية، مما يقلل الحواف المستقيمة المتبقية إلى أدنى حد. وعلى النقيض من ذلك، غالبًا ما تجد ماكينات الثلاثة درافيل التقليدية صعوبة في تحقيق ذلك. وهذا هو بالضبط سر قدرة النظام رباعي الدرافيل على إنتاج أسطوانات أكثر انتظامًا—ومن منظور كفاءة التشكيل، تقلل وظيفة الثني الأولي من خطوات التصحيح، ما يتيح إنتاجًا آليًا حقيقيًا.

عملية الدرفلة المستمرة
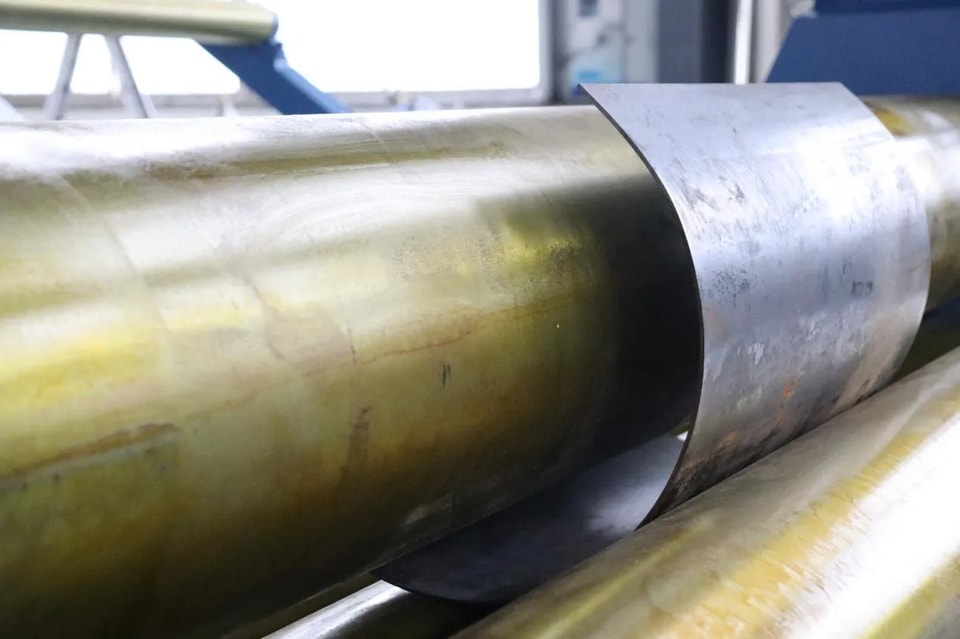
تتبع مرحلة الدرفلة الرئيسية منطقًا بسيطًا: تتحرك الدرافيل الجانبية تدريجيًا إلى الأعلى، دافعةً الصفيحة إلى الانحناء المستمر وزيادة التقوس حتى تتشكل الأسطوانة المطلوبة. وتتمثل تقنيتها الأساسية في التشوه اللدن التدريجي—حيث تمر الصفيحة باستمرار بين الدرافيل وتكتسب التقوس تدريجيًا، بدلًا من تشكيلها بالقوة دفعة واحدة. إن هذا التحكم القابل للإدارة في المسار هو ما يمكّن ماكينة ثني الصفائح رباعية الدرافيل من تحقيق درفلة مستقرة دون تدخل بشري. وبالنسبة للمستخدمين، يعني ذلك أن المعدات تعمل بأسلوب «موجَّه» لا «مفروض»، بما يضمن الدقة وقابلية التكرار.

التخلص من الأطراف المسطحة
بعد الدرفلة الرئيسية، غالبًا ما يبقى عند الحافة الخلفية للصفيحة جزء مستقيم. ويهدف الدرفلة العكسية إلى إزالة هذا العيب عبر الثني الثانوي، مما يحسن الاستدارة الكلية للأسطوانة. كثير من العملاء لا يفهمون في البداية سبب الحاجة إلى الدرفلة العكسية، لكن المبدأ بسيط—وهو جعل الوصلات أكثر تطابقًا وجعل التشكيل أكثر كمالًا. وهذا هو السبب تحديدًا وراء تفضيل ماكينات ثني الصفائح رباعية الدرافيل في التطبيقات التي تتطلب مستوى عاليًا من الاستدارة وجودة الوصلات.
التحكم الدقيق والتعويض
لا تعتمد نتائج الدرفلة الجيدة على قوة الماكينة فحسب، بل تعتمد أيضًا، وربما بدرجة أكبر، على نظام تحكم دقيق. ففي ماكينة ثني الصفائح رباعية الدرافيل بنظام CNC، تتحدد دقة التشكيل أساسًا بثلاثة عوامل: إزاحة الدرافيل تحدد هندسة التشكيل؛ والتحكم الهيدروليكي يضمن تشغيلًا مستقرًا وقابلًا للتكرار؛ وضبط التعويض يصحح الفروق بين جانبي الماكينة. وفي الإنتاج الفعلي، غالبًا ما تكون فجوات اللحام غير المتساوية مظهرًا مباشرًا للمشكلة—فإذا كان أحد جانبي الغلاف أكثر إحكامًا، فهذا يعني عادةً أن الدرافيل ليست متوازية تمامًا، أو أن إزاحة الجانب المائل لا تتوافق مع الجانب الثابت. عند هذه النقطة، تدخل آلية التعويض حيز العمل: فمن خلال ضبط المواقع النسبية للدرافيل، يتم استعادة توازن النظام، مما يحسن دقة الدرفلة. وهذا هو جوهر نظام الدرفلة الآلي—فالأداء ينبع من هندسة مضبوطة، وليس من الهيدروليك وحده.
لماذا تعد الدرفلة التجريبية اليدوية ضرورية في الدرفلة الآلية؟
إن عملية الدرفلة الآلية في ماكينة ثني الصفائح رباعية الدرافيل بنظام CNC لا تتضمن حساب المسار تلقائيًا كما قد يتخيل البعض. بل تتبع منطقًا بسيطًا يقوم على: «درفلة تجريبية يدوية → تسجيل المواقع → حفظ البرنامج → التكرار الآلي». حيث يقوم المشغل أولًا بدرفلة اللوحة يدويًا لتحديد إزاحة الدرافيل المناسبة للمادة الحالية. وبعد أن يسجل نظام التحكم هذه المواقع، تصبح الماكينة قادرة على إعادة إنتاج هذا المسار الناجح بدقة. وباختصار، تعني الدرفلة الآلية = التكرار الآلي لحل مثبت. وهذا أمر بالغ الأهمية للمستخدم: فالماكينة لا تولد المعلمات تلقائيًا؛ بل تتطلب منك توفير البرنامج الصحيح من أجل تشغيل مستقر وفعال.
