- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






لماذا تتم معايرة عامل K في حسابات ثني الصفائح المعدنية؟
لماذا تتم معايرة عامل K في حسابات ثني الصفائح المعدنية؟

يُعد عامل K قيمة مستقلة تصف كيفية انثناء/انفراج الصفيحة المعدنية ضمن نطاق واسع من المعايير الهندسية. كما أنه قيمة مستقلة تُستخدم لحساب تعويض الانحناء (BA) في ظروف متنوعة، مثل سُمك المادة ونصف قطر الانحناء/زاوية الانحناء، إلخ. وتوفر الأشكال 4 و5 فهمًا أعمق للتعريف التفصيلي لعامل K.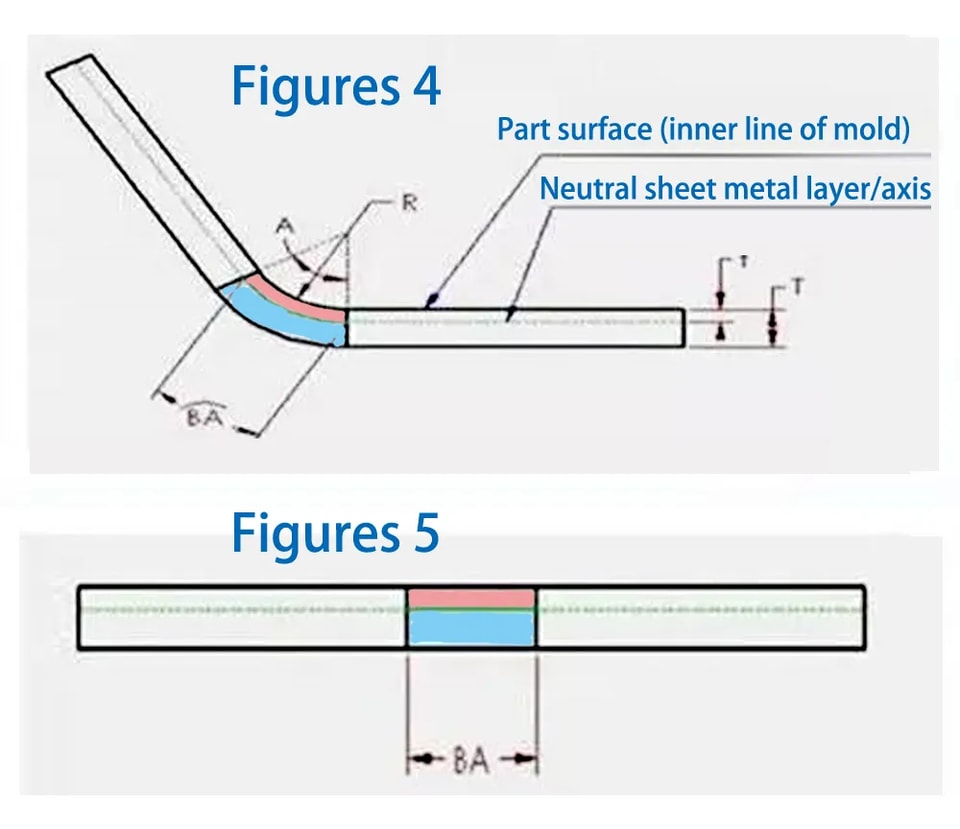
داخل سُمك قطعة الصفيحة المعدنية توجد طبقة أو محور متعادل. وهذه الطبقة المتعادلة، الواقعة في منطقة الانحناء، لا تتمدد ولا تنضغط. وهي المنطقة الوحيدة من الصفيحة المعدنية التي لا تتشوه أثناء الثني. ويظهر ذلك في الشكلين 4 و5 على أنه الحد الفاصل بين المناطق الوردية والزرقاء. أثناء عملية الثني تنضغط المنطقة الوردية، بينما تتمدد المنطقة الزرقاء. وإذا لم تتشوه الطبقة المتعادلة، فإن طول القوس في الطبقة المتعادلة داخل منطقة الانحناء يكون متماثلًا في حالتي الثني والفرد. لذلك يجب أن يكون BA (تعويض الانحناء) مساويًا لطول القوس في الطبقة المتعادلة داخل منطقة الانحناء لقطعة الصفيحة المعدنية. ويمثل هذا القوس باللون الأخضر في الشكل 4. ويعتمد موضع الطبقة المتعادلة على خصائص المادة المحددة، مثل المطيلية. لنفترض أن الطبقة المتعادلة تقع على بُعد «t» من السطح، أي أن العمق t يُقاس من سطح قطعة الصفيحة المعدنية إلى داخل سُمكها. لذلك يمكن التعبير عن نصف قطر قوس الطبقة المتعادلة على أنه (R + t). وباستخدام هذا التعبير وزاوية الانحناء، يمكن التعبير عن طول قوس الطبقة المتعادلة (BA) كما يلي:
BA = Pi**(R+T)A/180
ولتبسيط تعريف الطبقة المتعادلة في الصفيحة المعدنية وجعلها قابلة للتطبيق على جميع سماكات المواد، تم تقديم مفهوم عامل K. والتعريف المحدد هو: عامل K هو نسبة سُمك الطبقة المتعادلة في الصفيحة المعدنية إلى السُمك الكلي لمادة قطعة الصفيحة المعدنية، أي:
K = t/T
لذلك ستظل قيمة K دائمًا بين 0 و1. فمثلًا، يعني عامل K البالغ 0.25 أن الطبقة المتعادلة تقع عند 25% من سُمك مادة القطعة. وبالمثل، إذا كانت 0.5 فهذا يعني أن الطبقة المتعادلة تقع عند 50% من السُمك الكلي، وهكذا. وبدمج المعادلتين أعلاه يمكننا الحصول على المعادلة التالية (8):
BA = Pi(R+K*T)A/180 (8)
تُحدَّد عدة من هذه القيم، مثل A وR وT، وفقًا للهندسة الفعلية. لذا نعود إلى السؤال الأصلي: من أين يأتي عامل K؟ مرة أخرى، تأتي الإجابة من المصادر المعتادة: موردي مواد الصفائح المعدنية، وبيانات الاختبار، والخبرة، والأدلة الإرشادية، وغيرها. ومع ذلك، قد لا تكون القيمة المعطاة في بعض الحالات هي K بشكلها الواضح، كما قد لا تكون معبَّرًا عنها بالكامل على هيئة المعادلة (8). وعلى أي حال، حتى لو لم يكن التعبير مطابقًا تمامًا، يمكننا دائمًا إيجاد علاقة بينهما.
في عملية حساب ثني الصفائح المعدنية، نلجأ كثيرًا إلى ضبط عامل K. فلماذا نحتاج إلى ذلك؟ لأن قيمة خصم الثني غير 90 درجة في SW لا يمكن حسابها إلا بإدخال عدة خصومات، وهذا أمر مزعج جدًا. ولتجنب القيمة التقنية لخصم الثني غير 90 درجة، يُستخدم عامل K بدلًا منها. فكيف يمكن توجيه عامل K بدقة لسماكات الصفائح المختلفة؟ يتطلب ذلك الضبط. ويُظهر التحليل التالي كيفية الضبط:
1. تتمثل الخطوة الأولى في تحديد القيمة الفعلية التي يجب خصمها لمختلف سماكات الصفائح. فعلى سبيل المثال، تبلغ القيمة المخصومة بواسطة عملية سكين 6 ثنيات لصفيحة حديدية بسُمك 1.5 مم مقدار 2.5 مم.
2. تتمثل الخطوة الثانية في ضبط K في SW. وعند رسم الصفيحة المعدنية، اضبط R الداخلي موحدًا على 0.1 لأغراض الضبط. ولأن قيمة K تختلف باختلاف R الداخلي، ينبغي الانتباه إلى ذلك. لذا اضبط R الداخلي موحدًا على 0.1 لأغراض الضبط. ثم قد يسأل البعض: بعد الضبط، إذا لم يكن R الداخلي 0.1 فهل يصبح ذلك غير مفيد؟ في هذه الحالة، إذا لم يكن 0.1، فأنت بحاجة إلى تغييره إلى 0.1 ثم فرده.
3. في الخطوة الثالثة من الضبط، تُثنى صفيحة 10×10 بسُمك 1.5 في SW مع R يساوي 0.1 وبزاوية 90 درجة. ويتم ضبط خصم الثني على 2.5، فيكون ناتج الفرد 17.5 مم.
4. الخطوة الرابعة هي تحويل خصم الثني إلى عامل K. ابدأ بضبط القيمة التقريبية، مثل 0.3. وستكون الهيئة المفردة بالتأكيد ليست 17.5. ثم جرّب قيمة K مرة أخرى حتى تصبح 17.5. وبهذه الطريقة يتم ضبط قيمة K إلى 0.23، وهي القيمة المناسبة تمامًا للوصول إلى 17.5 مم بعد الفرد.
5. وبالمثل، يمكنك ضبط جداول إحصائية رقمية مختلفة.
