- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






لماذا تحدث تشققات الثني على مكبس الثني؟
لماذا تحدث تشققات الثني على مكبس الثني؟

جدول المحتويات
• فهم تشققات الثني بالمكبس الثني في الصفائح المعدنية
○ ما الذي يحدث للمعدن أثناء الثني بالمكبس الثني
○ لماذا تتكوّن الشقوق على السطح الخارجي لمنطقة الثني
• الأسباب المرتبطة بالمادة لتشققات الثني
○ المعادن منخفضة المطيلية
○ اتجاه حبيبات المادة ومحاذاة الثني
• اختيار أدوات الثني وتأثيره على تشققات الثني
○ مقاس فتحة قالب الـ V غير الصحيح
○ نصف قطر سنبة حاد للغاية
• إعدادات الماكينة التي تؤثر في تشقق الثني
○ حمولة ثني مفرطة
○ سرعة ثني غير مناسبة
• حلول عملية لتجنب تشقق الثني بالمكبس الثني
○ اختر نصف قطر الثني الداخلي المناسب
○ حسّن إعدادات الأدوات والقالب
○ تحقق من جودة المادة وخصائصها
○ اضبط اتجاه الثني
• الأسئلة الشائعة
○ ما السبب الرئيسي لتشقق الثني بالمكبس الثني؟
○ هل يؤثر اختيار الأدوات على تشقق الثني؟
○ هل يؤثر اتجاه الحبيبات على تشقق الثني؟
○ كيف نتجنب التشقق عند ثني الفولاذ المقاوم للصدأ؟
• الخلاصة
تُعدّ تشققات الثني على المكبس الثني من العيوب الشائعة في معالجة الصفائح المعدنية. وعندما تظهر هذه المشكلات أثناء الثني، أبدأ أولًا بتحليل خصائص المادة ومعلمات الثني. فهذا العيب يضر مباشرة بجودة المنتج وسلامته الهيكلية وكفاءة التصنيع. ويعتقد كثير من المشغلين أن رداءة جودة المادة هي السبب الوحيد، لكن الشقوق تنجم عادةً عن عوامل متعددة: أدوات غير مناسبة، أو نصف قطر ثني صغير جدًا، أو ضغط ثني مفرط، أو محاذاة غير ملائمة لاتجاه الحبيبات. تشرح هذه المقالة الأسباب الجوهرية لتشقق الثني بالمكبس الثني، وتعرض حلولًا عملية من خلال تحسين المواد والأدوات ومعلمات المعدات.
فهم تشققات الثني بالمكبس الثني في الصفائح المعدنية
ولإصلاح تشققات الثني، ينبغي أولًا فهم كيفية تشوه المعدن تحت تأثير الثني.
ما الذي يحدث للمعدن أثناء الثني بالمكبس الثني
عندما تُثنى الصفائح المعدنية على المكبس الثني، تتعرض لإجهادين متعاكسين: تنضغط الطبقة الداخلية، بينما تتمدد الطبقة الخارجية. وتبدأ الشقوق عندما يتجاوز إجهاد الشد على السطح الخارجي حد الاستطالة للمادة.
هذا هو المبدأ الميكانيكي الأساسي وراء تشقق الثني. فالمواد ضعيفة المطيلية أو ظروف الثني غير المناسبة تكون أكثر عرضة بكثير للتشقق.
لماذا تتكوّن الشقوق على السطح الخارجي لمنطقة الثني

تحدث الشقوق غالبًا على نصف القطر الخارجي للثني، لأن هذه المنطقة تتحمل أعلى إجهاد شد. وإذا كان نصف قطر الثني صغيرًا جدًا مقارنةً بسماكة الصفيحة، فلن تتمكن المادة من التمدد بما يكفي وتبدأ بالتشقق.
ولهذا فإن اختيار نصف قطر السنبة وفتحة القالب الصحيحين أمر بالغ الأهمية لمنع الشقوق.
الأسباب المرتبطة بالمادة لتشققات الثني
في الإنتاج الفعلي، تُعد خصائص المادة من أكثر الأسباب شيوعًا لتشققات الثني.
المعادن منخفضة المطيلية

بعض المعادن، وخاصة الفولاذ عالي المقاومة، والفولاذ المُقسى، أو الفولاذ غير القابل للصدأ الذي تمت معالجته بشكل غير صحيح، تكون قابليتها للاستطالة محدودة. وهذه المواد لا تستطيع التمدد بما يكفي أثناء الثني.
إن ثني المواد منخفضة الليونة يزيد بشكل ملحوظ من خطر التشقق.
وللحد من هذا الخطر، أوصي بما يلي:
• استخدام نصف قطر ثني أكبر
• خفض سرعة الثني
• اعتماد الثني التدريجي إذا أمكن
اتجاه حبيبات المادة ومحاذاة الثني
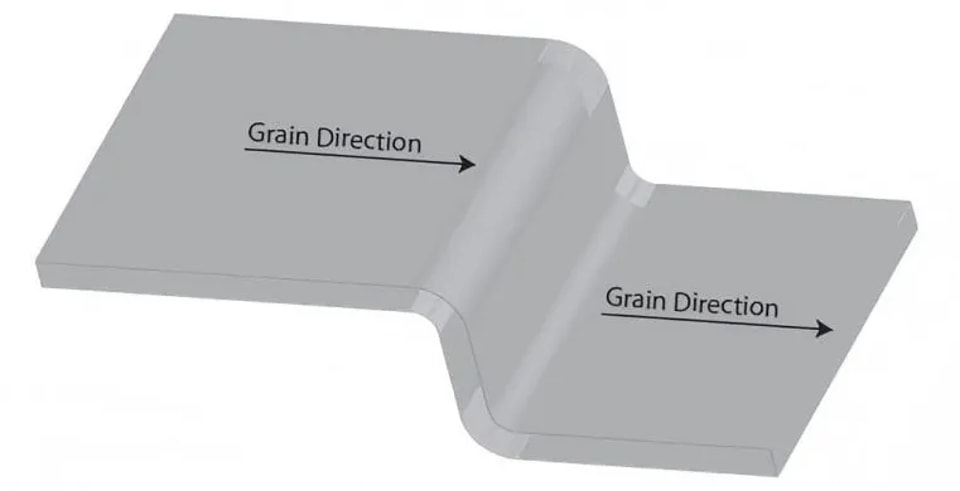
تكوّن صفائح المعادن أثناء عملية الدرفلة بنى حبيبية اتجاهية، وهو ما يؤثر بشكل كبير في أداء الثني.
إذا كان خط الثني موازيًا لاتجاه الحبيبات، فسيكون احتمال تشقق المادة أعلى بكثير، لأن الاستطالة تحدث على امتداد البنية الحبيبية الأضعف.
ولمنع التشقق، يُفضَّل الثني عموديًا على اتجاه الحبيبات كلما أمكن.
اختيار أدوات الثني وتأثيره على تشققات الثني
إن اختيار العدد غير الصحيح هو مصدر رئيسي آخر لعيوب الثني.
مقاس فتحة قالب الـ V غير الصحيح
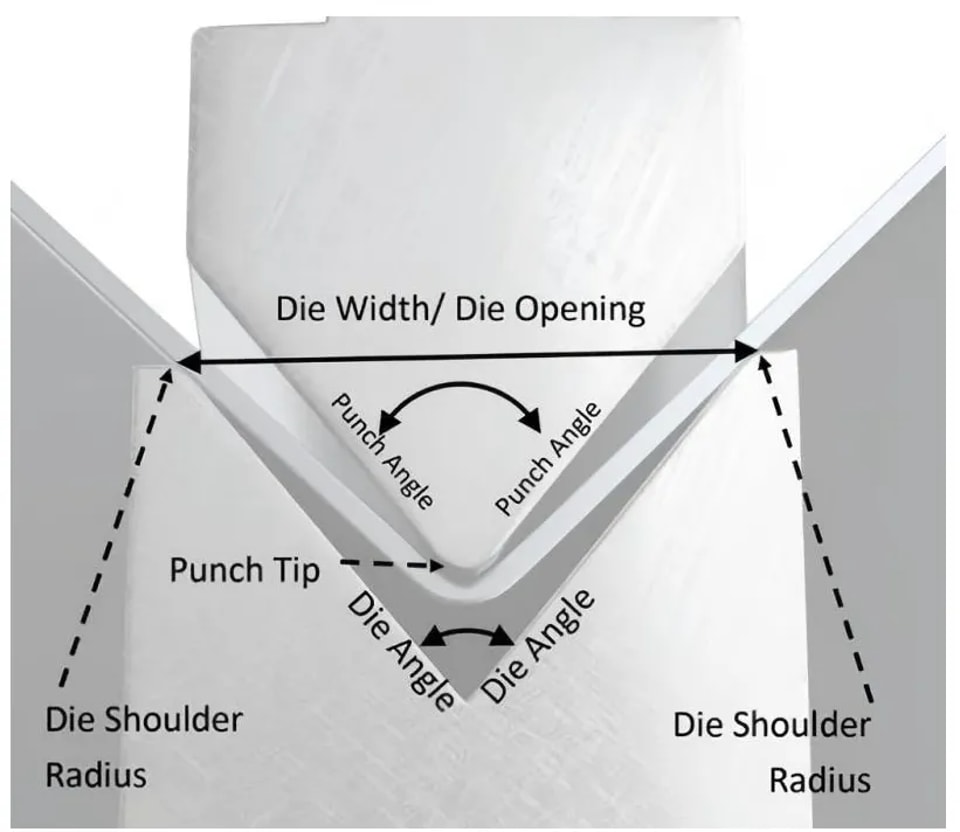
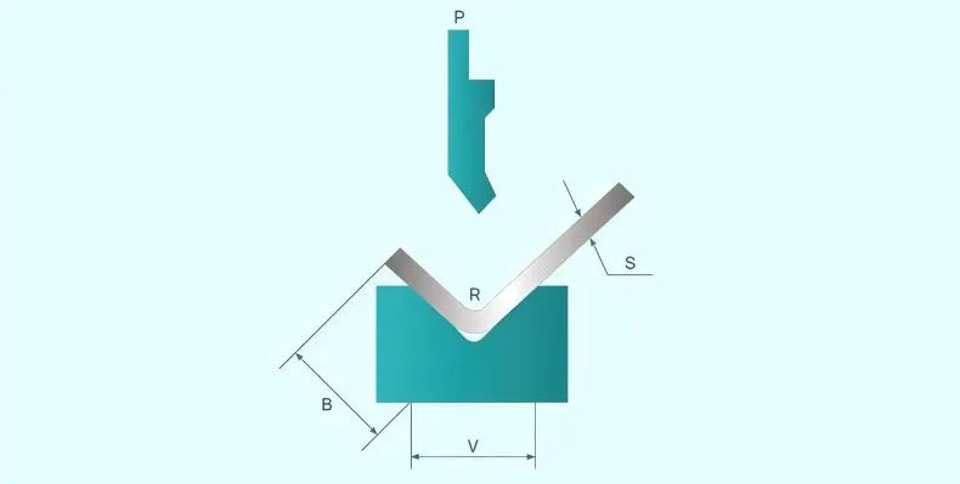
يحدد عرض فتحة قالب V تدفق المادة أثناء الثني. وإذا كانت فتحة القالب ضيقة جدًا بالنسبة لسمك الصفيحة، فإنها تُحدث إجهاد ثني مفرطًا.
أتبع الإرشادات العملية التالية:
• الفولاذ الطري: فتحة قالب V ≈ 8 × سماكة المادة
• الفولاذ غير القابل للصدأ: فتحة قالب V ≈ 10–12 × سماكة المادة
• الألمنيوم: فتحة قالب V ≈ 6–8 × سماكة المادة
إن اختيار القالب بالحجم المناسب يوزع الإجهاد بالتساوي ويخفض خطر التشقق.
نصف قطر سنبة حاد للغاية
تجبر الأداة العلوية ذات نصف القطر الصغير جدًا المادة على تشوه حاد ومفاجئ، مما يرفع إجهاد الشد على السطح الخارجي.
يسمح نصف القطر الأكبر للأداة العلوية بتشوه تدريجي ولطيف، مما يقلل التشقق بشكل كبير.
إعدادات الماكينة التي تؤثر في تشقق الثني
إلى جانب المواد والأدوات، تلعب إعدادات الماكينة دورًا حيويًا أيضًا.
حمولة ثني مفرطة
إن تطبيق قوة ثني كبيرة جدًا يجهد المادة فوق طاقتها. وغالبًا ما يحدث ذلك عندما يستخدم المشغلون إعدادات طنّية خاطئة أو فتحة قالب ضيقة جدًا.
إن مراقبة الحمولة واستخدام حاسبة موثوقة لقوة الثني يساعدان على منع تَكسر المادة.
سرعة ثني غير مناسبة
يمكن أن تؤدي سرعة الثني العالية إلى زيادة تركّز الإجهاد، خاصةً للصفائح السميكة أو المواد الصلبة.
في كثير من الحالات، يتيح خفض سرعة الثني للمادة أن تتشوه بسلاسة أكبر، مما يقلل خطر التشقق.
حلول عملية لتجنب تشقق الثني بالمكبس الثني
استنادًا إلى خبرة أرضية الورشة، فإن القضاء على تشققات الثني يتطلب عادةً تعديلات متعددة معًا.
اختر نصف قطر الثني الداخلي المناسب
إن زيادة نصف قطر الثني الداخلي تقلل إجهاد الشد على السطح الخارجي. وغالبًا ما يزيل هذا التعديل البسيط التشقق تمامًا.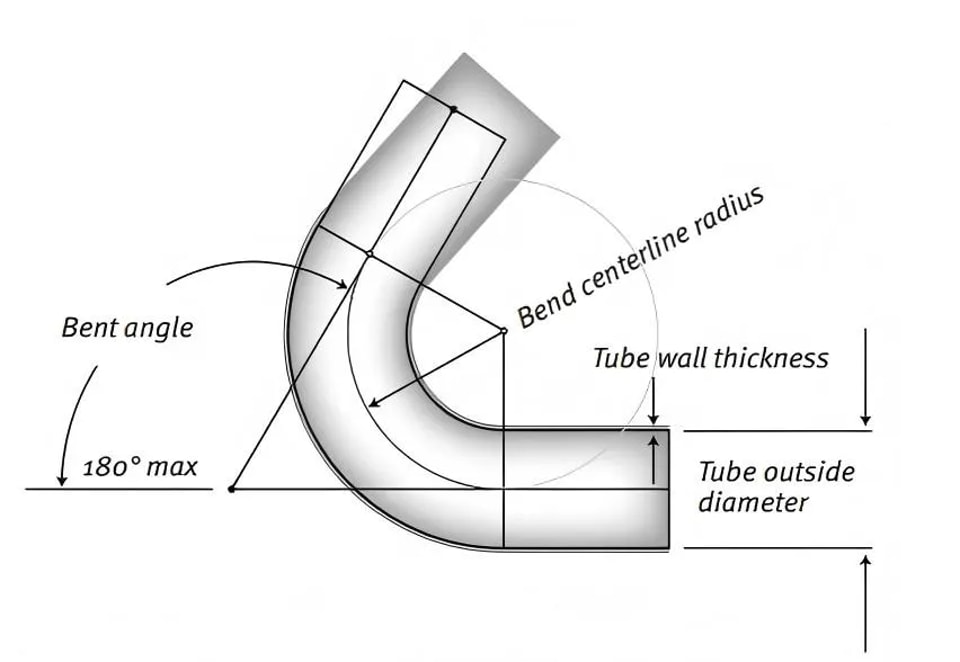
حسّن إعدادات الأدوات والقالب
إن اختيار نصف القطر المناسب للأداة العلوية وفتحة قالب V يضمن توزيعًا متساويًا للإجهاد أثناء الثني.
تحقق من جودة المادة وخصائصها
تحقق دائمًا من شهادات المواد وخواصها الميكانيكية. فقد تتشقق دفعة ذات استطالة ضعيفة حتى تحت ظروف الثني القياسية.
اضبط اتجاه الثني
اثنِ بشكل عمودي على اتجاه الدرفلة في الصفيحة كلما أمكن.
الأسئلة الشائعة
ما السبب الرئيسي لتشقق الثني بالمكبس الثني؟
السبب الأكثر شيوعًا هو أن نصف قطر الثني الداخلي يكون صغيرًا جدًا بالنسبة لسماكة الصفيحة، مما يؤدي إلى شد مفرط على السطح الخارجي.
هل يؤثر اختيار الأدوات على تشقق الثني؟
نعم. إن نصف قطر غير مناسب للأداة العلوية أو فتحة قالب ضيقة جدًا يزيدان إجهاد الثني ويؤديان إلى التشقق.
هل يؤثر اتجاه الحبيبات على تشقق الثني؟
بالتأكيد. إن الثني موازيًا لاتجاه الحبيبات يزيد خطر التشقق؛ أما الثني عموديًا فيقلل تركّز الإجهاد.
كيف نتجنب التشقق عند ثني الفولاذ المقاوم للصدأ؟
استخدم فتحة قالب أوسع، وزد نصف قطر الثني، وخفّض سرعة الثني. يتمتع الفولاذ غير القابل للصدأ بليونة أقل من الفولاذ الطري ويحتاج إلى تحكم أدق في الإعدادات.
الخلاصة
يُعد تشقق الثني في مكبس الثني مشكلة شائعة ولكن يمكن تجنبها في تصنيع الصفائح المعدنية. وفي معظم الحالات، ينتج التشقق عن مزيج من خواص المادة، أو العدد غير المناسب، أو نصف قطر ثني غير كافٍ، أو قوة آلة مفرطة. ومن خلال فهم سلوك تشوه المعدن وضبط فتحة القالب، ونصف قطر الأداة العلوية، ومحاذاة الحبيبات، وسرعة الثني، يمكنك خفض خطر التشقق بشكل كبير.
لتحسين جودة الثني وتجنب العيوب المكلفة، قيّم دائمًا خواص المادة وإعدادات العدد قبل الإنتاج. وللحصول على إرشاد مهني بشأن تشغيل مكبس الثني، أو اختيار العدد، أو تحسين عملية الثني، تواصل مع فريقنا أو تصفح المزيد من المستندات الفنية على موقعنا.
