- هاتف:+86-13222111178
- البريد الإلكتروني:info@ntjugao.com






العلاقة بين نصف قطر ثني الصفائح المعدنية وسُمك اللوح
العلاقة بين نصف قطر ثني الصفائح المعدنية وسُمك اللوح

نصف قطر ثني الصفائح المعدنية هو قيمة مطلوبة في رسومات الصفائح المعدنية، ومن الصعب تحديد مقدارها في المعالجة الفعلية. في الواقع، يرتبط نصف قطر ثني الصفائح المعدنية هذا بسماكة المادة، وضغط ماكينة الثني، وعرض فتحة قالب الثني. فما العلاقة المحددة؟ لندرس ذلك اليوم:
وفقًا للخبرة في معالجة الصفائح المعدنية الفعلية: عندما لا تتجاوز سماكة الصفيحة عمومًا 6 مم، يمكن استخدام نصف القطر الداخلي للثني مباشرةً باعتباره نصف قطر الثني.
عندما تكون سماكة الصفيحة أكبر من 6 مم وأقل من 12 مم، يكون نصف القطر الداخلي لثني الصفيحة عادةً 1.25 إلى 1.5 مرة من سماكة الصفيحة. وعندما لا تقل سماكة الصفيحة عن 12 مم، يكون نصف القطر الداخلي لثني الصفيحة عادةً 2 إلى 3 مرات من سماكة الصفيحة.
عندما يكون نصف قطر الثني R=0.5، تكون سماكة الصفيحة المعدنية العامة T مساوية لـ 0.5 مم. وإذا كانت هناك حاجة إلى نصف قطر أكبر أو أصغر من سماكة الصفيحة، فهناك حاجة إلى قالب خاص للمعالجة.
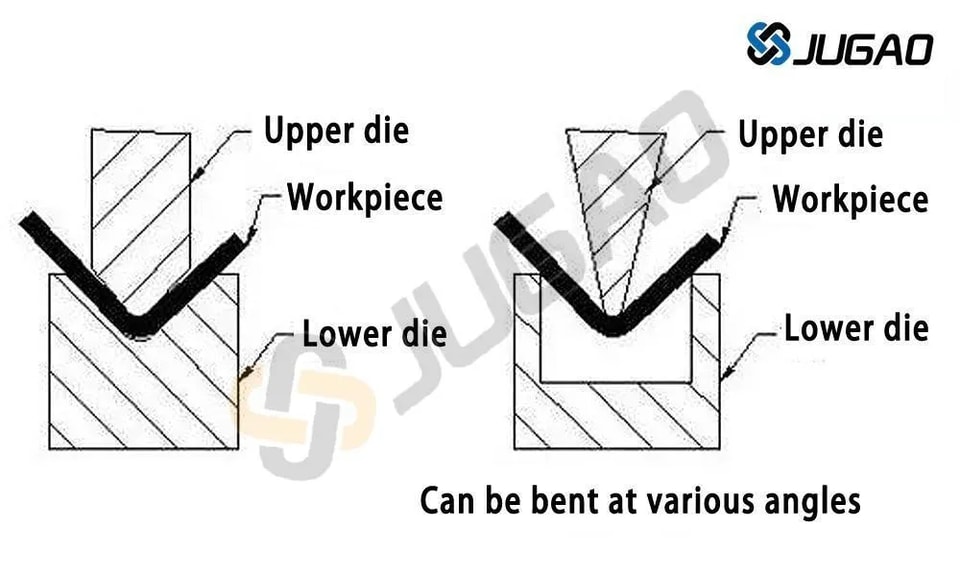
عندما تتطلب رسمة الصفيحة المعدنية ثنيها بزاوية 90°، وكان نصف قطر الثني صغيرًا جدًا، فيجب أولًا عمل مجرى في الصفيحة ثم ثنيها. كما يمكن تصنيع قوالب علوية وسفلية خاصة لماكينة الثني.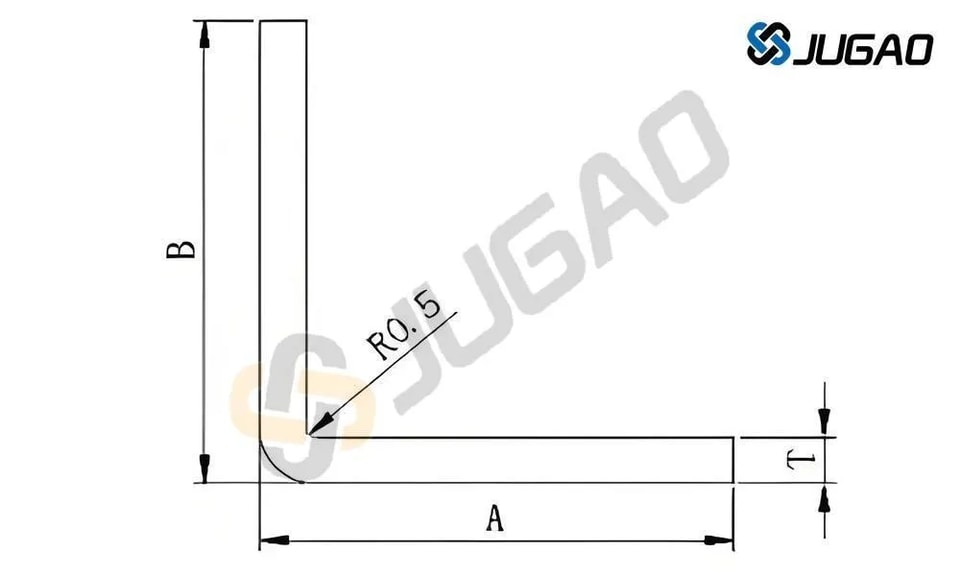
يرتبط نصف قطر ثني الصفيحة المعدنية بحجم مجرى القالب السفلي لقالب الثني.
من خلال عدد كبير من التجارب في معالجة الصفائح المعدنية، تبيّن أن عرض القالب السفلي لقالب الثني له علاقة معينة بحجم نصف قطر الثني. على سبيل المثال: تُثنى صفيحة معدنية بسماكة 1.0 مم باستخدام عرض مجرى 8 مم، فيكون نصف قطر الثني الناتج R1 في الحالة المثالية.
إذا استُخدم عرض مجرى 20 مم للثني، ونظرًا لأن القالب العلوي يتحرك إلى الأسفل أثناء الثني، فإن عمق الصفيحة المعدنية الممددة يصل إلى زاوية معينة. عندئذٍ نعلم أن مساحة المجرى بعرض 20 مم أكبر من مساحة المجرى بعرض 8 مم. وعند الثني بعرض 20 مم تزداد أيضًا مساحة الشد، وبالتالي تزداد زاوية R أيضًا.
لذلك، عندما تكون هناك حاجة إلى نصف قطر ثني للصفائح المعدنية ولا يؤدي ذلك إلى إتلاف قالب ماكينة الثني، نحاول استخدام مجرى ضيق للثني. في الظروف العادية، يُنصح بالعمل وفق النسبة القياسية بين سماكة الصفيحة وعرض الشق وهي 1:8. ولا يجوز أن تقل النسبة الدنيا بين سماكة الصفيحة وعرض الشق عن 1:6. ويمكن أن يكون ثني الصفائح المعدنية أصغر بشكل مناسب، ولا يجوز أن يقل عن 1:4 بالنسبة لسماكة الصفيحة إلى عرض الشق. اقتراح: إذا سمحت المتانة، فيُفضَّل استخدام طريقة شق الأخاديد أولًا ثم الثني للحصول على نصف قطر ثني صغير للصفائح المعدنية.
يعتمد نصف قطر الثني في معالجة الصفائح المعدنية على سماكة المادة وعرض مجرى الثني. والطريقة البسيطة والمريحة والتقريبية هي:
عندما لا تتجاوز سماكة الصفيحة 6 مم، يمكن استخدام نصف القطر الداخلي لثني الصفيحة مباشرةً باعتباره قياس سماكة الصفيحة عند الثني. وعندما تكون سماكة الصفيحة أكبر من 6 مم وأقل من 12 مم، يكون نصف القطر الداخلي لثني الصفيحة عادةً 1.25 إلى 1.5 مرة من سماكة الصفيحة. وعندما لا تقل سماكة الصفيحة عن 12 مم، يكون نصف القطر الداخلي لثني الصفيحة عادةً 2 إلى 3 مرات من سماكة الصفيحة.
الشكل التالي هو جدول لنصف قطر الثني والضغط وأدنى ارتفاع للثني مقدم من الشركة المصنعة لماكينة الثني.
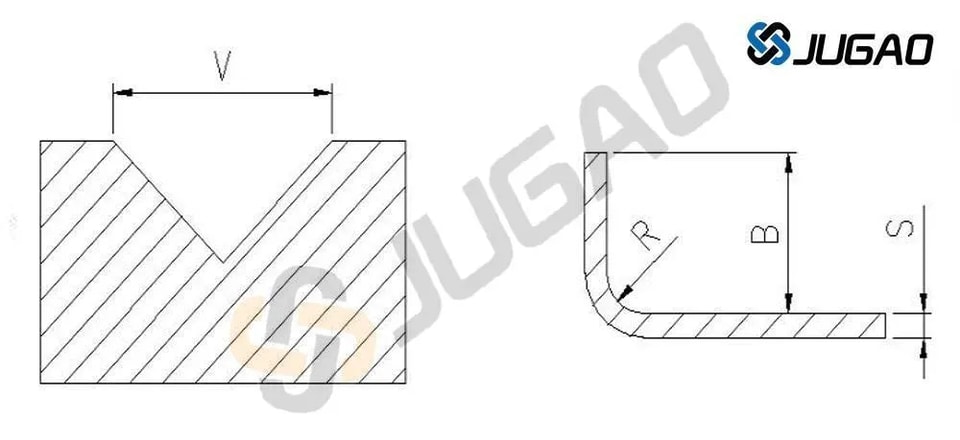
عرض مجرى الثني V
نصف قطر الثني R
أدنى ارتفاع للثني B
سماكة الصفيحة S
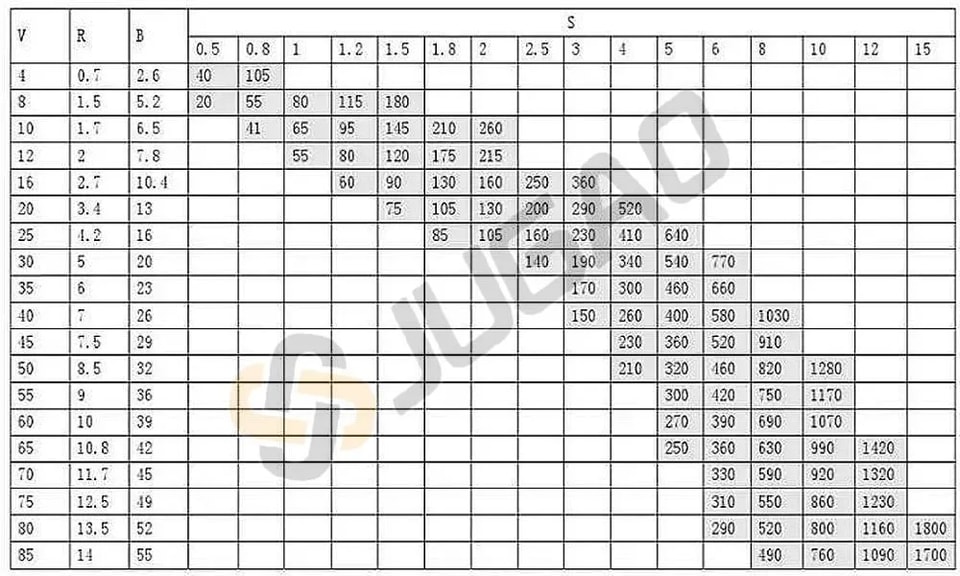
ملاحظة: البيانات الرمادية في الجدول هي الضغط P (kN/m) المطلوب للثني. والضغط الأقصى لماكينة الثني هو 1700kN. أما شفرة الثني الحالية V=12، 16، 25، 40، 50 فهي خمس مواصفات. يُرجى الرجوع إلى الشفرة الحالية وطول الثني لتحديد نصف قطر الثني من أجل حساب طول الفرد الدقيق للمادة.
لتحديد طول فرد المادة بدقة.
إن الوصف أعلاه هو معلمات الضغط وعرض مجرى الثني لإحدى ماكينات الثني. ويُحسب التطبيق الفعلي ويُستخدم وفقًا لضغط ماكينة الثني ومجرى الثني في مصنع معالجة الصفائح المعدنية لديك.
